

 جدید
جدیدسند بلاست و شات بلاست
مقدمه
تمام صنایع با سطح دست و پنجه نرم می کنند! اگر با اهمیت بالایی که سطح در قطعات مختلف دارد آشنا باشید، مفهوم این جمله را بهتر درک می کنید. سال هاست که سندبلاست و شات بلاست، با بهبود خواص سطحی قطعات، به کمک صنایع می آیند. در این مقاله با این دوقلوهای افسانه ای بیشتر آشنا می شویم! با ما همراه باشید...
سند بلاست چیست؟
به طور خلاصه سندبلاست را می توان شن زنی یا شن پاشی تعریف کرد. فرایندی که در آن برای تمیز کاری و آماده سازی سطح، شن و ماسه از طریق فشار هوا به سطح قطعه پرتاب می شوند. در سندبلاست، هوای فشرده شده به عنوان منبع انرژی و جریان پر فشار، نقش مهمی را در سایندگی در سطح قطعه ایفا می کند.
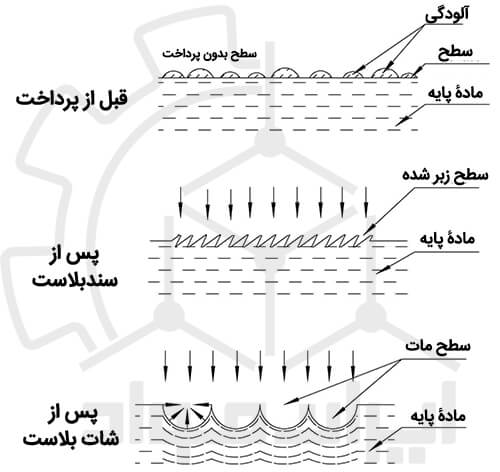
در فرایند سند بلاست با پاشش شن به سطح قطعه با استفاده از فشار هوا، سطح تمیز می شود.
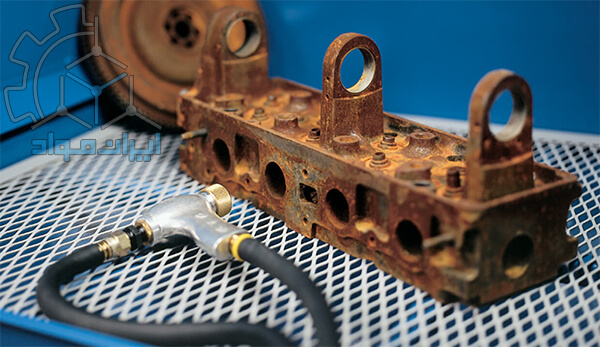
سال هاست که در کشتی سازی و خودروسازی، اجزای مختلف با این فرایند از زنگ زدگی، گرد و غبار، گریس و روغن تمیز می شوند. ماسه های ساینده سندبلاست معمولا از جنس سیلیس و اکسید فلزات در اندازههای مختلف هستند.
امروزه سند بلاست رایج ترین روش ساب پاشی است. مخصوصا برای مواد نرم و حساس که آماده سازی نهایی می شوند، سندبلاست مناسب تر است. این فرایند سیستمی اقتصادی تر با کارکرد آسان تر است و کیفیتی عالی را به مصرف کننده ارائه می دهد.

شات بلاست چیست؟
شات بلاست به معنی ساچمه زنی است. فرآیندی که در آن ساچمه های کروی شکل یا شکسته با استفاده از نیروی مکانیکی یا گریز از مرکز به سطح مورد نظر پرتاب می شوند. ساچمه ای که در این عملیات به کار می رود، معمولا از جنس فولاد، مس یا آلومینیوم است.
در فرایند شات بلاست، با پرتاب ساچمه های فلزی به سطح، تمیزکاری انجام می شود.
این عملیات می تواند در قالب دستگاهی توربین مانند انجام شود که با قرار گرفتن قطعه یا فلز مورد نظر در این دستگاه، شات بلاست اجرا می شود یا این که اپراتور یک تفنگ شات بلاست را به دست می گیرد و اقدام به این عمل می کند که البته استفاده از تفنگ برای شات بلاست کمتر رایج است.
این فرایند در صنایع هوافضا، خودروسازی و سازه های عمرانی، به ویژه زمانی که با قطعات فولادی سر و کار داشته باشیم، کاربرد گسترده ای دارد. در بسیاری از کاربردها، اجرای شات بلاست، یکی از مهم ترین عملیات سطحی برای رسیدن به کیفیت مورد نظر است.

سند بلاست و شات بلاست چه تفاوت هایی دارند؟

اهمیت سند بلاست و شات بلاست
محال است با حوزه های مختلف صنعتی آشنا باشید و اهمیت فوق العاده «سطح» را ندانید! تمام کاری (Finishing) سطحی یکی از مهم ترین مراحل تولید است که اجرای آن بسیار لازم و ضروری است.
روش های تولید مانند ریخته گری یا نورد، هیچ گاه خالی از عیب نیستند. وجود هرگونه تنش پسماند در قطعات تولیدی، با ایجاد ناپیوستگی در خواص مکانیکی، ممکن است دردسرهای جبران ناپذیری را به وجود بیاورد.
سندبلاست و شات بلاست برای برطرف کردن هرگونه ناهمواری و تنش پسماند در قطعات، لازم الاجرا هستند. انواع زنگ زدگی ها، ترک های ریز، رنگ های باقیمانده، غبارها و هرگونه برآمدگی و فرورفتگی نامطلوب سطحی باید به وسیله این فرایندها حذف شوند. بعد از انجام این فرایندها قطعات آماده انجام آبکاری، تراشکاری و رنگ کاری نهایی می شوند.
پیش از معرفی اصول این دو روش، توجه شما را به فیلم کوتاهی که در خصوص معرفی آن ها تهیه شده، جلب می کنیم.
اصول اجرای فرایند سندبلاست
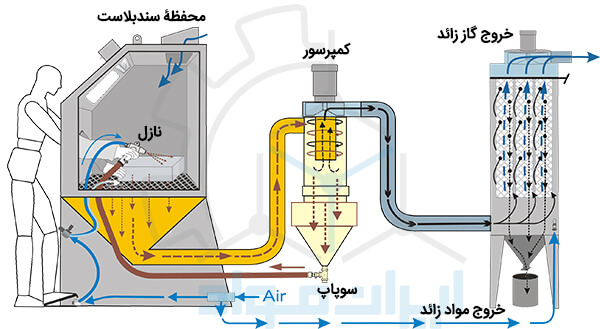
برای شروع اجرای سندبلاست نیاز به یک دستگاه کمپرسور هوا برای تولید هوای فشرده برای پاشیدن مواد ساینده بر روی قطعه است. در فرایند سندبلاست، هوای فشرده از اهمیت زیادی برخوردار است به طوری که سندبلاست از لحاظ کیفی و کمی ارتباط مستقیمی با فشار هوایی دارد که کمپرسور هوا تولید می کند.
فشار هوای مطلوب برای اجرای عملیات سندبلاست ۷ بار یا 105psi است. این فشار از طریق شلنگ فشارقوی هوا به محفظه سندبلاست انتقال می یابد. دیگ سندبلاست در سایزهای مختلفی وجود دارد که سایز متوسط آن که بیشتر هم مورد استفاده قرار میگیرد ۳۰۰ لیتر گنجایش دارد.
14
دقیــقه مطالعه
پمپ وکیوم (پمپ خلا)
اگر تاکنون گذرتان به آزمایشگاه های شیمیایی افتاده باشد، حتما پمپ وکیوم یا خلاء ر...
فشار هوای تولید شده به وسیلۀ کمپرسور هوا، از طریق اتصالات بخش زیرین دیگ سندبلاست با سرعتی زیاد و به صورت مستقیم به سمت شلنگ سندبلاست هدایت می شود. این انتقال سبب ایجاد خلاء در بخش زیرین دیگ سندبلاست می شود. مواد ساینده مکش می شوند و مخلوط هوا و ماسه با فشار و سرعتی بیش از ۸۰۰ کیلومتر در ساعت به سمت سطوح قطعه پرتاب می شوند.
شات بلاست در چه قالب هایی اجرا می شود؟
ایربلاست (Airblast)
ماشین آلات ایربلاست می تواند در شکل های مختلفی تولید شوند. این ماشین های سندبلاست، دارای اتاق بلاستینگ و یا یک کابین هستند. این دستگاه به صورت مکشی یا فشاری وظیفۀ تمیزکاری قطعات را انجام می دهد. روش فشاری قدرت و کاربرد بیشتری دارد. در حالی که روش مکشی اقتصادی تر است.
واتربلاست (Waterblast)
در این روش آب با فشار بسیار زیاد به سطح پاشیده می شود. البته در این پروسه چون از شن استفاده نمی شود، نباید آن را نوعی سندبلاست نامید. ذرات ساینده متداول در این حالت به کار نمی روند. در واقع فقط فشار زیاد آب، سبب زدوده شدن آلودگی های سطحی می شود.

سند بلاست مرطوب (وت بلاست (Wetblast))
در این فناوری سندبلاست، مواد ساینده در حالی که با آب مخلوط شده اند به وسیله هوای فشرده به قطعه برخورد می کنند. کاربردی ترین دستگاههای وت بلاست، دستگاههای وت بلاست پرتابل و سیار هستند که عمدتا برای آماده سازی سطوح قطعات با ابعاد بزرگ و غیرقابل حمل مورد استفاده قرار می گیرند.

سند بلاست چرخشی (ویل بلاست (Wheelblast))
در ویل بلاست از طریق چرخش یک چرخ توربین، انرژی الکتریکی به انرژی حرکتی جنبشی ساینده تبدیل می شود. ظرفیت هر چرخ ویل بلاست از حدود 60 تا 1200 کیلوگرم بر دقیقه است. با این مقادیر زیاد از شتاب ساینده، قطعات بزرگ و یا مناطق وسیعی از قطعات، تمیز کاری و رسوب زدایی می شوند. اجزای دستگاه ویل بلاست شامل نوار نقاله غلتکی و سیستم پاک کننده رسوب نوار است و دارای ماشین آلات کنترل کاملا اتوماتیک برای تولید کنندگان خودرو است.

میکروسندبلاست (Micro Sandblast)
در این روش، نازل سندبلاست در سایز بسیار ریز میکرونی، ذرات ساینده را به سطح مشخصی پرتاب می کند. این فناوری سند بلاست دقت بالایی دارد و برای موارد بسیار خاص کاربرد دارد.
سندبلاست با گرانول های شیشه
در این حالت فقط از دانه های آمورف شیشه ای برای حذف آلاینده های سطحی استفاده می شود. در این روش هر گونه قارچ ذره بینی، رنگ یا رسوبات کلسیمی نیز از روی سطح زدوده می شوند.
سندبلاست با ذرات یخ
در مواردی دیده شده است که از از ذرات جامد یخ برای زدودن آلاینده های سطحی استفاده می شود. تاکنون ضمانتی در مورد عدم وارد شدن آسیب به بافت سطحی قطعات در این روش به ثبت نرسیده است.
پارامترهای مهم در اجرای سندبلاست
اپراتور کارآزموده
برای اجرای سریع و با کیفیت سندبلاست، به یک اپراتور سندبلاستکار حرفه ای نیاز است. این اپراتور باید شیوه استفاده از نازل سندبلاست و هندسه آن را بسته به شکل و نوع قطعات بداند.
وضعیت سطح قطعه
در فرایند شن پاشی، لازم است فاصلۀ نازل تا سطح، بین ۴۰ تا ۵۰ سانتی متر و زاویه پاشش ۷۰ تا ۷۵ درجه باشد. هر چه سختی ناخالصی های سطح بیشتر باشد، فاصله نازل تا سطح کمتر و زاویه آن با سطح باید بیشتر باشد تا جایی که ممکن است حتی فاصله به ۲۰ سانتی متر و زاویه به ۹۰ درجه برسد.
رعایت نکات ایمنی
در اجرای این فرایند، ذرات ساینده با سرعتی بسیار بالا از نازل خارج می شوند تا بتوانند سایندگی سطح را انجام دهند. این ذرات اگر با پوست انسان برخورد کنند، بدون تردید منجر به ساییده شدن و جراحت آن می شوند.
از این رو سندبلاست کار باید از وسایل و تجهیزات ایمنی کامل نظیر دستکش، عینک، ماسک دهان و بینی و لباس کار مخصوص شن پاشی استفاده کند. البته توجه کنید که در فضاهای بسته مثل مخازن، اپراتور حتماً باید به لباس و کلاه مجهز به اکسیژن مجهز باشد.
انتخاب صحیح مواد ساینده
ذرات ساینده مهم ترین مواد اولیه در اجرای شن پاشی هستند. بنابراین هیچ گونه مواد زائد مانند آهک نباید در بین این ذرات وجود داشته باشد. مواد ساینده باید سخت و زاویه دار باشند. اندازه ذرات ساینده (مانند شات بلاست) باید نسبت به سطح انتخاب شود. توصیه می شود ماسه و شن استفاده شده در این فرایند، اندازه و شکل یکنواختی داشته باشند.
هوای فشرده
لازم است هوای فشرده کاملاً خشک و عاری از رطوبت و هرگونه چربی باشد. اگر فشار هوای فشرده در سندبلاست کمتر از ۷ بار باشد، سرعت اجرای فرایند کاهش یافته و چنانچه بیشتر از حد معمول باشد، باعث آسیب رسیدن به سطح فلز و خورده شدن ماسه می شود.
کاربردهای سندبلاست
- تمیزکاری انواع سطوح بتنی، آجری، سنگی، شیشه ای، چوبی و …
- رفع تنش پسماند قطعات با ابعاد کوچک
- رفع تنش پسماند سطحی در قطعات بزرگ
- رفع آلودگی ها از زاویه ها و گوشه و کنار سطوح
- پرداخت سطحی انواع ورق قبل از برش آن با دقت و سرعت بالا
- پاک سازی سطوح رنگ کاری شده و قدیمی
- زبر کردن قطعات، عملیات لعاب کاری و تفلون کاری
- پاکیزه نگه داشتن انواع قالب های صنعتی در گذر زمان
- حکاکی انواع نقش های مختلف و برجسته کاری آن ها روی سطوح شیشه ای، چوبی، امدیاف، کاشی، سرامیک
شات بلاست به چه صورتی انجام می شود؟
مکانیزم تمیزکاری در شات بلاست بر مبنای مهار انرژی جنبشی است. به این شکل که مواد ساینده فلزی با انتقال و آزادسازی انرژی در برخورد با سطح قطعه، مواد زائد را می زدایند. نتیجه نهایی فرایند شات بلاست، به عوامل مختلفی بستگی دارد، از جمله:
جرم ساچمه های ساینده
واضح است که هر چه جرم ساچمه های ساینده در شات بلاست بیشتر باشد، عمق اثر ضربات بیشتر خواهد بود. انتخاب جرم ساچمه ها تا حدود زیادی به سایز و جرم قطعه مورد نظر بستگی دارد. انتخاب نادرست وزن ذرات پرتابی ممکن است به قطعه شما آسیب بزند یا این که تاثیر مورد نظر را نداشته باشد.
سرعت انتقال
کنترل سرعت انتقال ذرات باعث می شود فاصله زمانی فرایند شات بلاست تحت کنترل باشد. هر چه سرعت انتقال ساچمه ها به سطح بیشتر باشد، فرایند سریع تر انجام خواهد گرفت. البته در سرعت های بالا ضروری است که افزایش دما، سایندگی ساچمه ها و ثبات قطعه کاملا تحت کنترل کاربر باشد. معمولا سرعت ذرات در شات بلاست بین 50 تا 100 متر بر ثانیه است.
زاویه برخورد
بهینه بودن زاویه برخورد ذرات به سطح در شات بلاست، باعث کاهش زمان فرایند و هزینه های آن می شود. برخی زوایای پرتابی ممکن است سبب فررفتگی آخال های سطحی به قطعه شوند. بنابراین زاویه برخورد ساچمه ها باید به درستی مهندسی شود.
شکل ساچمه
این عامل تا حدود زیادی به شکل هندسی قطعه و خواص تمام کاری مورد نظر کاربر بستگی دارد. برای تمیزکاری گوشه های قطعه، ساچمه های زاویه دار و کوچکتری انتخاب می شوند. در حالی که برای تنش زدایی سطوح صاف تر، ساچمه های کروی مرجح هستند.
درصد پوشش ضربه (Coverage)
درصد پوشش ضربه، وابسته به سایز ذرات پرتابی است. سایز ذرات پرتابی را نیز هندسه قطعه مشخص می کند. هرچه سایز ساچمه ها بزرگ تر باشد، درصد پوشش نیز بیشتر خواهد بود و فرایند از لحاظ زمانی کوتاه تر می شود.
اجزای دستگاه شات بلاست
توربین شات بلاست
نقش توربین پاشش ساچمه های فولادی با سرعت زیاد روی سطح قطعه است. این اجزا از تعدادی پره و یک یا دو صفحه کناری برای نگه داری پره ها تشکیل شده اند. در ساختار همه توربین های شات بلاست، روتور و استاتور وجود دارند که عمل توزیع و تنطیم زاویه پاشش توربین را انجام می دهند. قدرت و سرعت توربین تعیین کننده قدرت و سرعت شاتینگ (ضربه) دستگاه است.

محفظه شاتینگ (دیگ دستگاه)
به دلیل سرعت بالای ذرات ساینده، فرایند شات بلاست باید در محفظه ای بسته و عاری از ارتعاش اجرا شود. این محفظه ها از ورق استیل ضخیم و محکم ساخته می شوند و به وسیله ورق های آلیاژی ضد سایش پوشش داده می شوند. نظارت و بررسی این سطوح و نیز تهویه مناسب دیگ شات بلاست، از موارد بسیار مهم در کارگاه های شات بلاست است.

الواتورشات (بالابر ساچمه دستگاه)
وظیفه بالابرنده این است که ذرات تجمع یافته در پایین محفظه شات بلاست را از طریق نقاله مارپیچ، به ابتدای بالابر و جداکننده برساند.
جداکننده
برای محافظت از قطعه مورد نظر از هرگونه آلایندگی و واکنش ناخواسته، لازم است ذرات آلاینده از ساچمه های پرتابی جدا شوند. در قسمت جداکننده، ذرات آلاینده قبل از ورود به توربین از ذرات ساینده جدا می شوند.
هواکش و فیلتر غبار خروجی
هوای خروجی از محفظه شات بلاست باید عاری از هرگونه گاز و ذرات مضر برای انسان و محیط زیست باشد. از این رو آخرین مرحله در این فرایند، غبارگیری است. در این بخش با عبور هوای حاوی ذرات ریز آلاینده از فیلترها، پس از جداسازی کامل، هوای پاک به محیط اتمسفر تخلیه می گردد.
انواع دستگاه های شات بلاست
شات بلاست آویزی
دستگاه های شات بلاست آویزی بهینه ترین گزینه برای انجام عملیات ساچمه زنی و آماده سازی سطوح قطعات صنعتی با تعداد بالا هستند. دستگاه های ساچمه زنی آویزی دارای انواع غیر مداوم و مداوم (پیوسته) هستند که بسته به نوع قطعه و خط تولید قطعه، کاربری آن ها تعیین می شود.
دستگاه های شات بلاست آویزی بهینه ترین گزینه برای ساچمه زنی قطعات در تیراژ بالا هستند.
این ماشین ها دارای قلاب های تکی یا درختی آویزانی هستند که قطعات به صورت دستی توسط اپراتور یا ربات بر روی آن قرار می گیرند. پس از بارگیری آویز دستگاه، این آویز وارد محفظۀ پاشش دستگاه شده و درب دستگاه بسته می شود. واضح است که در انواع شات بلاست پیوسته این عمل وجود نخواهد داشت.
بعد از آن، آویز حامل قطعات حول محور خود شروع به گردش می کند و تمام وجوه قطعات مستقر بر روی خود را در معرض پاشش ساچمه های فولادی پرتاب شده توسط توربین های دستگاه قرار می دهد. بعد از مدت زمان تعیین شده توسط اپراتور دستگاه، عملیات شات بلاست به شکل اتوماتیک تمام می شود. قطعات برای تخلیه، بر روی آویز از دستگاه خارج می شوند.
دستگاهای شات بلاست آویزی جزء بهینه ترین گزینه ها برای صنایع خودرو، ریخته گری، صنایع و سازه های فولادی هستند. زیرا علاوه بر صرفه جویی در زمان، ضربه زدن و دفرمه شدن قطعه در حین ساچمه زنی را به دنبال نخواهند داشت.
بسته به کاربرد مورد نظر، ساچمه زنی آویزی انواعی دارد که عبارتند از:
- ساچمه زنی آویزی مونوریل
- ساچمه زنی آویزی دو ریلی
- ساچمه زنی آویزی جرثقیلی

شات بلاست تونلی (دروازه ای)
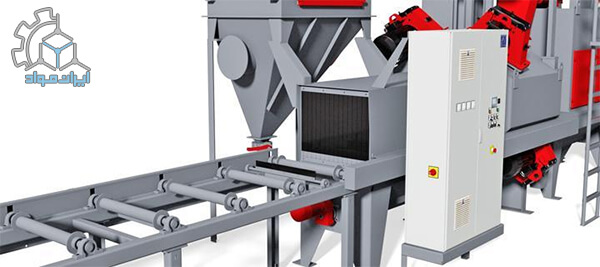
امروزه از این نوع شات بلاست برای زنگ زدایی، تمیزکاری و زبر کردن پیوسته قطعات مختلف استفاده می شود. در این سیستم تعدادی توربین شات بلاست در موقعیت ها و جهت گیری های مختلف نصب می شوند تا بتوانند به تمام سطوح دسترسی داشته باشند.
یک کابین (تونل) تعبیه می شود که به این توربین ها وصل هستند. محصولاتی که باید تحت فرآیند ساچمه زنی قرار بگیرند، توسط روش های مختلفی وارد کابین شده و پس از تمیزکاری خارج می شوند. این دستگاه ها نیز انواعی دارند که مهم ترین آن ها عبارتند از:
- ساچمه زنی تونلی رولیک دار
- ساچمه زنی تونلی با کانویر سیمی
- ساچمه زنی تونلی با کانویر آویز
- ساچمه زنی با فیدر ویبره
- ساچمه زنی وایرمش
شات بلاست بشکه ای
قدیمی ترین نوع دستگاه های ساچمه زنی توربینی، نوع بشکه ای است. در این دستگاه، قطعات از قسمت بالای بشکه شارژ می شوند. بر اثر چرخش بشکه و پاشش ساچمه بر روی قطعه، کلیه سطوح قطعه تمیز می شوند. عمل تخلیه نیز می تواند از قسمت بالا یا پایین محفظه انجام شود که بستگی به سفارش مشتری، سرعت عملیات و همچنین محل اجرا دارد.
شات بلاست درامی (Drum)
دستگاه های درامی، انواع تکامل یافته سیستم بشکه ای هستند. از آن جایی که نوع بشکه ای استهلاک زیادی دارد، سیستم هایی ابداع شدند که با حفظ قابلیت غلتیدن، کار را برای اپراتور تسهیل کنند.
در این حالت به جای بشکه، از نوعی نوار نقاله استفاده می شود که همواره در حال چرخش است. قطعه روی این نوار غلتیده و توربین نیز از بالا با ساچمه آن را بمباران می کند. در پایان، قطعات پس از تمیز شدن تخلیه می شوند. این سیستم قابلیت جلاکاری و تمیزکاری کل زوایای قطعه را دارد.

شات بلاست میزی
شات بلاست میزی پس از نوع درامی بیشترین متقاضی را دارد. این روش برای قطعاتی با ابعاد بزرگ مناسب است. در این حالت قطعه بر روی صفحه ای گرد که به دور خود می چرخد قرار می گیرد و پاشش ساچمه از توربین به گونه ای که کل زوایای قطعه را پوشش دهد، انجام می شود.
این ماشین ها علاوه بر قابلیت پوسته زدایی، پلیسه بری، حذف روغن و ماسه زدایی، با نصب برخی تجهیزات کنترلی، قادر به اجرای شات پینینگ نیز هستند. تعداد و قطر میز با توجه به قطعه تغییر می کنند. در انواع متوسط و بزرگ ماشین های فوق، با سفارش مشتری، قابلیت افزایش تعداد توربین نیز وجود دارد.

شات بلاست میلگرد و مفتول
میلگرد و مفتول های فولادی پروفیل هایی هستند که معمولا طبق نظر اکثر کارفرمایان صنایع ساختمانی، الزام به شات بلاست دارند. البته ساچمه زنی مفتول فقط به دلیل تمیزکاری محض نیست و بهبود خواص مکانیکی هم مد نظر است.
ماشین های شات بلاست میلگرد و مفتول و سیم به نحوی طراحی و تولید می شوند که به دو صورت طولی و کلافی (بسته) قادر به پذیرش مفتول ها هستند.
14
دقیــقه مطالعه
سیم مفتول (Wire)
در بین سیمهای فلزی، سیم مفتول یکی از پرکاردبرترین سیمها است که کاربردهای زیادی...
کاربردهای شات بلاست
- بر طرف کردن ناهمواری سطح قطعه های ریخته گری و بهبود سختی
- بر طرف شدن تنش پسماند کششی با وارد شدن تنش فشاری
- برطرف شدن عیوب سطحی از جمله خوردگی، ریز ترک و تخلخل
- افزایش عمر قطعات ریختگی و نوردی با نفوذ ساینده عمیق در قطعات
- تمیزکاری و بهبود خواص مکانیکی قطعات عظیم مانند چرخ دنده ها و شفت ها در زمان کم
- زنگ زدایی، ماسه زدایی و رنگ زدایی سطوح خارجی قطعات
- لایه برداری از سطوح انواع قطعات فورج شده
- آماده سازی قطعات حاصل از برش CNC (مانند فرفورژه ها)
- آماده سازی سطوح قبل از انجام جوشکاری، آبکاری، گالوانیزه کردن ، فلزکاری، لعاب کاری، پوشش دهی پلاستیکی، پوشش دهی شیشه، حکاکی با اسید شیشه، ساچمه زنی و…

سند بلاست یا شات بلاست؛ مسئله این است!
باید بگوییم هیچ پاسخ قطعیای برای این سوال وجود ندارد. واقعا نمی توان گفت شات بلاست برای سایش سطوح بهتر است یا سند بلاست، چرا که متغیرهای زیادی هر دو فرایند را تحت تاثیر قرار می دهند.
فرایند سندبلاست عملیاتی آرام تر، همراه با سایش سطح با ضخامت کمتر است. فشار ذرات و دیگر پارامترهای موثر در سایندگی، در سندبلاست، قابل کنترل تر هستند. از این رو گزارش تخریب قطعات در این فرایند، کمتر دیده می شود. البته شن پاشی یا شیشه پاشی نیز می تواند سطوح بسیار حساس را با کمی خطر آسیب تصادفی مواجه کند!
در مقابل، شات بلاست معمولا برای کارهای صنعتی تر و قطعات با تیراژ بالا و نیز سطوح مسطح بزرگ مانند بدنه کشتی ها و کف سالن ها به کار می رود. این فرایند در مواقعی استفاده می شود که قطعات ضخامت بیشتر و آلودگیهای روی سطح چسبندگی بالاتری داشته باشند.
اگر فرایند سایش سطح با راندمان بالا برای برخی از قطعات فولادی و حساس نظیر چرخ دنده ها و شفت ها لازم باشد و همچنین محدودیت زمانی وجود داشته باشد، عملیات شات بلاست مناسب تر است. اما بدیهی است که اگر حساسیت بیشتری مد نظر باشد و نیاز به تمیزکاری نرم داشته باشیم، باید سراغ سندبلاست برویم.






دیدگاه کاربران
سلام. ضمن تشکر از مطالب میخواستم بپرسم آیا سرعت ۸۰۰ کیلومتر بر ساعت در فرایند سندبلاست درسته واقعا؟