


فرزکاری ؛ پرکاربردترین روش ساخت کاهشی
مقدمه
در بین روش های ساخت و تولید، فرزکاری با توجه به سرعت و دقت بالایی که در تولید قطعات پیچیده دارد، به خوبی توانسته جای خود را باز کند. به گونه ای که امروزه تقریبا در تمامی صنایع بزرگ تولیدی می توانید ردپایی از این روش را مشاهده کنید. با مطالعه این مقاله، شما با روش های فرزکاری مختلفی که امروزه در صنعت به صورت عملی مورد استفاده قرار می گیرند، آشنا خواهید شد....
فرزکاری (milling) فرایندی است که به کمک تیغه هایی در حال دوران، براده برداری از روی سطوح قطعه کار انجام می شود. در این فرایند قطعۀ کار در حالتی ثابت روی میز کار قرار می گیرد و عملیات براده برداری اجرا می شود.
با انواع روش های فرزکاری آشنا شوید
فرزکاری ساده
از عملیات فرزکاری ساده برای تولید سطوح ساده مسطح و افقی به موازات محور چرخش اسپیندل استفاده می شود. عمق برش صورت گرفته روی قطعه کار با چرخاندن پیچ سفید عمودی دستگاه قابل کنترل است. معمولا افرادی که در حوزه آماده سازی قطعات فلزی یا چوبی برای برشکاری های بعدی فعالیت می کنند، می توانند از این ظرفیت دستگاه فرز CNC برای اجرای فرزکاری ساده استفاده کنند.
فرزکاری تخت
این عملیات از لحاظ شرایط و محیط اجرا و میزان سختی مثل عملیات فرزکاری ساده است. با این تفاوت که برش در فرز تخت، در یک محور و سطح عمودی اجرا می شود. برای اجرای این عملیات نیز می توان از دستگاه فرز CNC معمولی استفاده کرده و عمق برش آن هم با چرخاندن پیچ ضربدری میز دستگاه قابل تنظیم است. برخی از شرکت ها مانند شرکت های تولید کننده سیلندر خودرو که در حوزه فرزکاری چهار وجه قطعات فعال هستند، می توانند از این قابلیت کمک بگیرند.
عملیات فرزکاری جانبی
در این نوع فرزکاری یک سطح عمودی مسطح در قسمت جانبی قطعه کار برش داده می شود. در این عملیات نیازی به محور عمودی برای قرار گرفتن ابزار برشی در جهت مستقیم سطح برش نیست. در واقع در این روش امکان حرکت دادن ابزار برشی از قسمت بالا هم هست و اسپیندل قادر است از بالا چرخش و سرعت لازم را برای برش فراهم کند. در این عملیات فرزکاری می توان عمق برش را به کمک چرخاندن پیچ فید عمودی مربوط به میز دستگاه تنظیم کرد.
فرزکاری دوتایی (فرزکاری استرادل)
این نوع عملیات فرزکاری با استفاده از قرارگیری ابزار برشی در دو طرف قطعه کار، سطوحی عمودی و صاف در دو طرف آن ایجاد می کند. فاصله میان این ابزار با استفاده از یک پیچ تنظیم کننده قابل تنظیم است و می توان فاصله را به میزان مد نظر تغییر داد. عملیات فرزکاری استرادل معمولا برای طراحی یک مکعب یا سطوح شش ضلعی و هگزاگونال به کار می رود.
عملیات فرزکاری زاویه ای
همان طور که از نام این روش می توان حدس هایی زد، هدف از این عملیات ایجاد سطوحی زاویه دار و به صورت مورب بر روی قطعه کار است. این عملیات بر مبنای حرکت محور و اسپیندل دستگاه اجرا می شود. در این عملیات شیار زاویه ایجاد شده ممکن است یک یا دو زاویه داشته باشد و با توجه به نوع برش ممکن است زاویه قرارگیری ابزار برشی هم تغییر کند. نمونه رایج فرزکاری زاویه ای را می توان در تولید بلوک های فلزی V شکل مشاهده کرد. این زاویه وی شکل را می توان با توجه به نیاز تغییر داد.
فرزکاری چندتایی
در عملیات فرزکاری چندتایی امکان پردازش و آماده سازی چند سطح روی یک قطعه کار به شکل همزمان وجود دارد. تعداد و قطر برش ها در عملیات فرز چندتایی ممکن است شبیه به هم و یا متفاوت باشند. این فاکتور تحت تاثیر تعداد ابزار برشی به کار گرفته شده روی آربور است. مزیت استفاده از این روش صرفه جویی در زمان ماشین کاری است.
فرزکاری شکل دهی
اگر الگوهای برشی به صورت تخت و مشخص نباشند (یعنی نامنظم باشند) می توان از عملیات فرزکاری شکل دهی استفاده کرد. شکل ایجاد شده با این دستگاه ها ممکن است محدب، مقعر یا به هر صورت دیگری باشد. سرعت برش در این نوع عملیات معمولاً ۲۰ تا ۳۰ درصد کمتر از عملیات فرزکاری ساده است.
فرزکاری پایانی
این عملیات معمولاً در انتهای عملیات برش و برای آماده سازی نهایی قطعه کار اجرا می شود. عملیات فرزکاری پایانی ممکن است به صورت عمودی یا افقی یا حتی زاویه دار اجرا شود و معمولاً در انتها با تولید شیار و یا برش های کوچکی همراه است که مناسب برای قرارگیری پیچ و مهره است. برای این عملیات استفاده از دستگاه فرز عمودی بهترین انتخاب ممکن است.
7
دقیــقه مطالعه
معرفی 5 دستگاه فرز پرکاربرد صنعتی + تصویر
اگر تاکنون به یکی از کارگاه های ساخت و تولید رفته باشید یا در یکی از صنایع تولید...
فرزکاری برشی
این روش برای ایجاد شیارهای باریک یا شیارهای پهن روی قطعه با استفاده از یک ابزار برشی مشابه با اره اجرا می شود. از این روش می توان برای جداسازی یک قسمت کامل از قطعه کار استفاده کرد یا تنها در برخی از قسمت های آن برش های شیار مانند ایجاد کرد.
فرزکاری شیارزنی (شکاف زنی)
می توان از این عملیات برای ایجاد شیار و شکاف با اشکال و اندازه های مختلف روی سطح قطعه کار بهره برد. در این دستگاه ها امکان استفاده از یک ابزار برشی ساده یا حتی یک ابزار برشی اره مانند وجود دارد و در برخی موارد برش های آنها در قالب فرزکاری جانبی انجام می شود.
فرزکاری دنده ای
ابزار برشی به کار رفته در این دستگاه معمولا از نوع استوانه ای است که با توجه به حرکت قطعه کار می توان الگوی دنده ای مختلفی را روی آن پیاده سازی کرد. در این روش، فضای دندانه های ایجاد شده روی قطعه کار کاملاً با طراحی ابزار برش کاری همخوانی دارد. برای فرزکاری دنده ای باید به اندازه مساوی تیغه ها با محل برش آن ها توجه شود.
فرزکاری هلیکال
این عملیات برای ایجاد خطوطی هماهنگ و متوازن روی سطوح صاف به کار می رود. مهم ترین کاربرد این روش، ایجاد شیارهای مارپیچی استوانه ای یا مخروطی در اطراف قطعه کار است. در این عملیات می توان میز دستگاه را به صورتی تغییر داد که مارپیچ ایجاد شده به صورت زاویه دار باشد.
فرزکاری رزوه ای
عملیات فرزکاری رزوه ای برای تولید پیچ و مهره استفاده میشود و عملکرد آن تا حدود زیادی به فرزکاری هلیکال شباهت دارد. در این روش فرز هم باید فرآیند برش انجام شود و هم حرکت ابزار برشی در طول و در عمق قطعه کار در نظر گرفته شود.
در این فرایند اپراتور باید بتواند با استفاده از قدرت حرکت میز و تغییر زاویه آن، امکان تغییر عمق برش و همچنین وضعیت قرارگیری برش ها در کنار یکدیگر را داشته باشد. متوازن بودن برش ها در این روش یک اولویت بسیار مهم و تاثیرگذار است.
در این قسمت، توجه شما را به فیلم زیبایی که از نحوه کار دستگاه های فرز متفاوت تهیه شده، جلب می کنیم.
پارامترهای مهمی که سرعت و کیفیت کار را تحت تاثیر قرار می دهند:
نرخ پیشروی (Feed rate)
در عملیات فرز کاری، منظور از نرخ پیشروی مقدار فاصله ای است که تیغه فرز در هر دور گردش درون قطعه کار نفوذ می کند. این میزان بر حسب میلیمتر بر دور گزارش می شود. نرخ پیشروی به عواملی مثل جنس ابزار، جنس قطعه کار، قطر تیغه فرز، عمق و پهنای برش، حضور یا عدم حضور خنک کننده و توان موتور دستگاه بستگی دارد.
با افزایش نرخ پیشروی، ضربات ناشی از برخورد لبه های برش با سطح قطعه کار زیاد می شوند. این ضربه ها می توانند باعث شکستن تیغه ها یا به هم خوردن صافی سطح ماشین کاری شوند. در بعضی موارد حتی میله فرزگیر تاب بر می دارد. همچنین فرزکاری و پیشروی ابزار باید به شکل پیوسته انجام شود و عدم پیوستگی باعث ایجاد گودی در سطح قطعه ماشین کاری می شود.
تعداد دوران (number of revolution)
به تعداد چرخش ابزار برش در واحد زمان تعداد دوران گفته می شود و با واحد دور بر دقیقه یا RPM گزارش می شود. پیش از شروع کار، لازم است تعداد دوران دستگاه با توجه به ضخامت و ویژگی های دیگر قطعه به دقت تعیین شود.
سرعت برش
به سرعت نقطه ای از ابزار که در تماس با سطح قطعه کار است، سرعت برش دستگاه فرز گفته می شود. سرعت برش با توجه به عوامل متعدد فرایند مانند حساسیت و دقت مورد نیاز قطعه تعیین می شود.
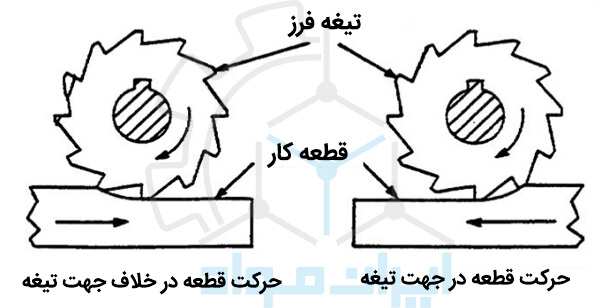
باربرداری مخالف (Conventional Milling)
در این حالت جهت چرخش ابزار و پیشروی قطعه کار مخالف هم هستند. در واقع نیروی برشی سعی می کند قطعه کار را از میز جدا کند. از این رو در گیره بندی لازم است احتیاط بیشتری انجام شود. در هنگام شروع فرآیند ضخامت براده ای که جدا می شود، بسیار کوچک است و ابزار روی قطعه کار می لغزد. این لغزیدن علائمی در سطح قطعه نهایی به وجود می آورد که با چشم قابل رویت است.
باربرداری موافق (Climb Milling یا Down Milling)
در این حالت جهت چرخش ابزار و پیشروی قطعه کار یکسان هستند. عمق براده برداری در شروع برخورد ابزار و قطعه کار زیاد است. در واقع ضخامت براده ای که جدا می شود زیاد است و در ادامه کمتر می شود. به همین علت ضربه های زیادی توسط ابزار به قطعه و میز وارد می شود که برای قطعات ترد مانند چدن ها و سرامیک ها مناسب نیست؛ چرا که می تواند ترک سطحی ایجاد کند.
در این روش باربرداری، امکان لغزیدن ابزار روی قطعه کار وجود ندارد و این عدم لغزش منجر به افزایش صافی سطح نسبت به باربرداری موافق می شود. همچنین با توجه به این موضوع که جهت نیروی وارده بر قطعه کار به سمت پایین است، ماشین کاری قطعات نازک امکان پذیر خواهد بود.
کاربردهای های فرزکاری
کف تراشی
فرزکاری سطوح بالایی یا پایینی قطعات اصطلاحا کف تراشی نام دارد که در هر دو نوع دستگاه فرز افقی و عمودی روی قطعات مختلف صنعتی قابل اجراست.
پیشانی تراشی
به فرزکاری سطوح جانبی قطعات پیشانی تراشی گفته می شود. در ماشین فرزهای عمودی عملیات پیشانی تراشی توسط تیغه فرزهای انگشتی (برای سطوحی با مساحت کم) یا تیغه های پیشانی تراشی (برای سطوحی با مساحت زیاد) اجرا می گردد.
بغل تراشی
بغل تراشی عملیاتی مانند پیشانی تراشی است که اغلب در ماشین فرزهای افقی قابل انجام است. برای انجام آن از تیغه پولکی استفاده می شود.
پله تراشی
به ایجاد اختلاف ارتفاع بین سطوح قطعه کار پله تراشی می گویند. در ماشین فرز افقی با کمک تیغه های غلتکی و دیسکی و در ماشین فرز عمودی با کمک تیغه های انگشتی، پله تراشی به خوبی قابل انجام است.
شیارتراشی
شیارها فرورفتگی های فرم داری هستند که معمولا برای هدایت و اتصال قطعات روی هم به کار می روند. این شیارها می توانند ضخامت و مقاطع متفاوتی داشته باشند. (مقاطع مربعی، نیم دایره، T شکل و …)
شیب تراشی
دستگاه های فرز افقی و عمودی برای اجرای شیب ترشی راه حل های متنوعی در اختیار اپراتورها قرار می دهند. در دستگاه فرز عمودی با دوران کلگی، به راحتی می توان شیب دلخواه را فرزکاری کرد. همچنین می توان قطعه کار را توسط فیکسچر در زاویه مطلوب قرار داد و بدون دوران کلگی شیب تراشی را اجرا کرد.
جمع بندی
فرزکاری از جمله روش های با قدمت نسبتا بالا در حوزه ماشین کاری (ساخت کاهشی) محسوب می شود. اما با توجه به نیاز صنایع، این تکنولوژی مرتبا در حال توسعه بوده و ماشین هایی با قابلیت های جدید به بازار عرضه می شوند. با توسعه تکنولوژی و ساخت ماشین های جدید فرزکاری و تراشکاری، همچنان باید شاهد رقابت این دو روش در عرضه ساخت و تولید قطعات مهندسی باشیم.




دیدگاه کاربران
درود و خسته نباشید