

 جدید
جدیداکستروژن یا روزنرانی (Extrusion)
مقدمه
فرایند اکستروژن جایگاه ویژه ای میان روش های شکل دهی دارد. چرا که علاوه بر صنایع متالورژی و حوزه تولید فلزات، وارد صنایع پلیمر، پلاستیک و مواد غذایی نیز شده است. مزایای زیادی که این روش دارد، آن را به یک هدف خوب برای استارتاپ های کارگاهی نیز تبدیل کرده است. در این مقاله با اکستروژن و انواع آن بیشتر آشنا می شویم....
اکستروژن چیست؟
اکستروژن بهترین روش برای شکستن ساختار ریختگی بیلت است.
فرایندی که طی آن یک قطعه فلزی یا پلاستیکی (بیلت) تحت تاثیر فشار، از داخل قالبی با شکل خاصی عبور کند و سطح مقطع آن کاهش یابد را اکستروژن می نامند. این فرایند در مقایسه با دیگر روش های شکل دهی روشی نسبتا جدیدتر است.
اکستروژن یا روزنرانی برای اولین بار در اوایل قرن نوزدهم برای شکل دهی لوله های سربی طراحی و اجرا شد. این روش بهترین روش برای شکستن ساختار ریختگی بیلت است. چرا که در این فرایند بیلت فقط تحت تأثیر نیروهای فشاری قرار می گیرد.
دلایل متعددی وجود دارد که این روش با وجود قدمت نسبتا بالا هنوز به عنوان یکی از روش های اصلی در فرایند شکل دهی فلزات، پلیمرها و حتی سرامیک ها محسوب می شود. از جمله:
- تطبیق پذیری: این روش امکان تولید طیف وسیعی از فرآورده ها را از طریق تغییر اجزا و شرایط عمل دستگاه فراهم می کند.
- قیمت: فرایند اکستروژن هزینه کمتری نسبت به سایر روش های پخت و شکل دهی دارد.
- راندمان: اکسترودرها قابلیت عمل به صورت مداوم دارند که باعث افزایش راندمان تولید می شود.
- کیفیت محصول: در فرایند اکستروژن دمای بالا در زمان کوتاه مورد استفاده قرار می گیرد و در نتیجه بخش زیادی از ترکیبات حساس به حرارت نیز در این روش قابلیت تولید دارند.
- حفظ محیط زیست: فاضلاب و دود زیادی در روزنرانی تولید نمی گردد. در نتیجه هزینه تصفیه فاضلاب و آلودگی های محیط زیست کاهش می یابد.
اکستروژن ؛ فرایندی ناپیوسته
در فرایند روزنرانی یک شمشال (اغلب با مقطع گرد) از طریق یک قالب درست مثل فشردن یک خمیر دندان فشرده می شود. تقریبا هر مقطع توپر یا تو خالی را می توان با این روش تولید نمود. به دلیل آن که شکل قالب در سرتاسر این عملیات ثابت است، محصولات تولید شده به این روش مقطعی یکسان دارند.
به علت وجود یک اتاقک در دستگاه، هر بیلت به طور جداگانه اکسترود می شود. از این رو اکستروژن یک فرایند تولید ناپیوسته یا نیمه پیوسته است. کانتینر (محفظه) دستگاه از چندین لایه ضخیم ساخته شده است و معمولا قادر به تحمل تنش های شعاعی بسیار بالایی است.
در این بخش شما را به تماشای فیلم کوتاهی که در خصوص معرفی این فرایند تهیه شده، دعوت می کنیم.
اکستروژن به چه صورتی اجرا می شود؟
به منظور تولید یک پروفیل، بیلت مناسب دستگاه، که قبلاً در دستگاه پیشگرم به درجه حرارت مطلوب برای تولید رسیده است، درون دستگاه قرار داده می شود. سپس رام (RAM) پشت بیلت قرار گرفته و سنبه پرس توسط نیروی سیلندرهای بسیار قدرتمند هیدرولیکی، به بیلت فشار وارد می کند.
در اثر فشار وارد شده به بلیت دما افزایش می یابد و مواد نیمه مذاب خمیری مانند از داخل قالب عبور کرده و شکل پروفیل را می سازند. در این فرایند وجود نیروهای اصطکاکی به میزان زیادی موجب افزایش فشار دستگاه پرس می شود.
لازم است پروفیل اکسترود شده که از قالب خارج می شود، به صورت دستی و یا اتوماتیک بیرون کشیده شود. این عملیات سبب کاهش چشمگیر فشار شده و به تولید پروفیل مطلوب کمک می کند. دستگاه پولر (PULLER)، پروفیل را به طور یک دست و با قدرت یکسان بیرون می کشد و بر روی ریل های مقابل دستگاه قرار می دهد. این عمل تا حد بسیاری به تابگیری و اصلاح پیچیدگی های پروفیل کمک می کند.
بعد از اتمام کار یک بیلت، بیلت های بعدی به صورت متوالی در دستگاه قرار می گیرند. پس از تولید می توان پروفیل های اکسترود شده را با ابعاد دلخواه برشکاری کرد. معمولا در فرایند تولید ۱۰ تا ۱۵ درصد طول بیلت منطقه انتهایی آن است. این منطقه در فرایند استفاده نمی شود و به آن ته بیلت می گویند. بسیاری ادعا می کنند با فرایند اکستروژن می توان پروفیل هایی با طول بی نهایت را نیز تولید کرد! البته این ادعا هنوز آزمایش نشده است.

بسته به نوع آلیاژ و کارکرد مورد نظر، اکستروژن می تواند به صورت سرد یا گرم انجام شود. اگر شمش اولیه قبل از شروع شکل دهی حرارت داده شود، اکستروژن را گرم می نامند. در غیر این صورت به آن اکستروژن سرد می گویند.
اکستروژن گرم (Hot Extrusion)
اکستروژن گرم برای تولید محصولات فلزی نیمه تمام با طول زیاد و دقت ابعادی بالا کاربرد دارد.
منظور از اکستروژن گرم، انجام کارگرم (Hot Working) روی قطعه در بالای دمای تبلور مجدد آن است. اکثر فرایندهای اکستروژن گرم با فشار 30 تا 700 مگاپاسکال انجام می گیرند، بنابراین لازم است بیلت روغن کاری شود. برای این منظور از انواع روغن یا گرافیت استفاده می شود.
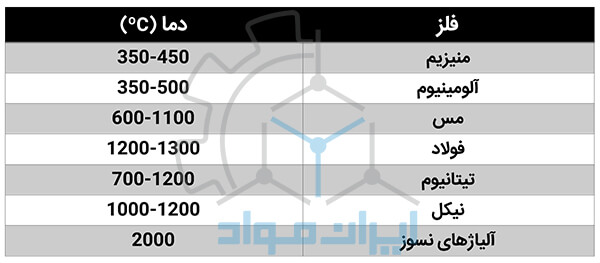
فرایند اکستروژن گرم برای تولید محصولات فلزی نیمه تمام با طول نسبتاً زیاد و مقطع ثابت به تعداد زیاد و با سطح مرغوب و دقت ابعادی بالا کاربرد دارد. این محصولات عبارتند از: انواع پروفیل های توپر و توخالی، متقارن و غیر متقارن معمولا از جنس آلومینیم و آلیاژهای آن، مفتول، تسمه، لوله و بوش. دمای روزنرانی گرم فلزات مختلف در جدول زیر دیده می شود.
اکستروژن سرد (Cold Extrusion)
اکستروژن سرد یک عملیات ثانویه بر روی قطعاتی است که به صورت نیمه تمام از طریق روش های دیگر مثل ریخته گری، اکستروژن گرم و نورد تولید می شوند.
این فرایند در دمای اتاق یا نزدیکی دمای اتاق اجرا می شود. قطعاتی که با اکستروژن سرد تولید شوند، به دلیل داشتن سطح مرغوب به دلیل عدم اکسیداسیون و دقت ابعادی بالا، دیگر نیازی به کار اضافی ندارند. فقط کمی پرداخت کاری جزئی می شوند. بنابراین هم در مواد مصرفی و هم در وقت صرفه جویی به عمل می آید.
بنابراین اکستروژن سرد یک عملیات ثانویه بر روی قطعاتی است که به صورت نیمه تمام از طریق روش های دیگر مانند ریختهگری، اکستروژن گرم و نورد تولید می شوند. امروزه اکستروژن سرد بیشتر برای تولید قطعاتی از وسائل نقلیه، تجهیزات نظامی، ماشین آلات صنعتی و تجهیزات الکترونیکی، به صورت تولید انبوه کاربرد دارد.
اجزای دستگاه پرس اکسترود
- سیلندر پرس: نیروی اصلی لازم برای جلو راندن رام یا سنبه را ایجاد می کند.
- رام: نوعی سنبه است که از یک جهت به سیلندر اصلی و از جهت دیگر به بلوک محافظ متصل است. این سنبه درون کانتینر، فشار سیلندر پرس را به بیلت وارد می کند.
- بلوک محافظ یا صفحه سر سنبه: یک بلوک فولادی مستحکم است که بین رام و بیلت قرار می گیرد. این ابزار ضمن جلوگیری از چسبیدن بیلت به رام، موجب عدم لغزش بیلت در داخل کانتینر می شود. به این بلوک، دامی (Dummy) هم می گویند.
- کانتینر: محفظه ای است که بیلت را نگه می دارد و باعث هدایت آن به درون قالب می شود.
- لودر بیلت (Billet Loader): بیلت را در راستای کانتینر نگه می دارد تا توسط رام به جلو هدایت شود.
- قالب اکستروژن: صفحات فولادی هستند که شکل مقطع قطعه درخواستی از عملیات اکستروژن به صورت حفراتی بر روی آن ها ایجاد شده است و بیلت ضمن عبور از این حفره ها تحت فشار رام، به صورت شکل مورد نظر از آن خارج می شود.
اکستروژن به چه روش هایی اجرا می شود؟
فرایند اکستروژن از نظر حرکت قالب و بیلت به دو صورت قابل اجراست:
- اکستروژن مستقیم (Direct Extrusion)
- اکستروژن غیر مستقیم (Indirect Extrusion)
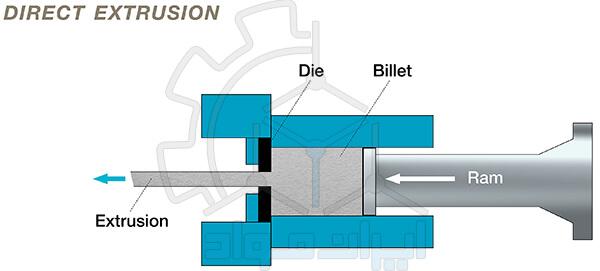
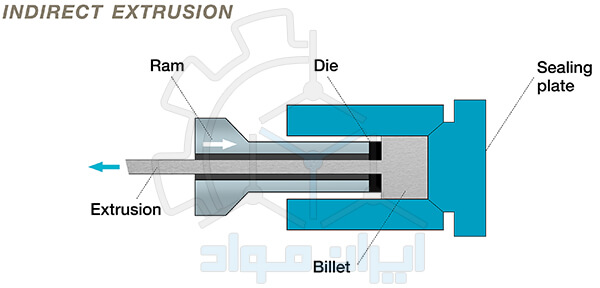
در فرایند اکستروژن مستقیم بیلت در اثر اعمال فشار از قالبی با سطح مقطع کوچکتر عبور میکند تا به شکل محصول مورد نیاز تبدیل شود. در اکستروژن غیر مستقیم این قالب است که با فشار به داخل بیلت رانده میشود.
اکستروژن مستقیم
در فرایند روزنرانی مستقیم، پرس های مستقیم برای تولید مقاطع توپر، میلگردها، تسمه ها و مقاطع دیگر به کار می روند. با توجه به وجود همراستایی در این نوع پرس، بیلت هایی با شکل گرد و چهارگوش در آن قابل استفاده هستند.
هم راستایی میله های موازی با خط مرکزی پرس، موجب کنترل دقیق قطعات متحرک و انتقال بهینۀ قدرت می شود. روزنرانی مستقیم به نوعی است که بتواند ابزار بسیار بزرگ را برای تولید ایمن و مطمئن مقاطع بزرگ و عریض با حداقل تلرانس و کیفیت بالا پشتیبانی کند.
پرس های پیشرفته در اکستروژن مستقیم معمولا به ابزار خاصی مانند گیرۀ قالب، محور فشاری با قابلیت باز و بسته شدن آسان، کنترل اتوماتیک همراستایی، بالشتک برشی، فشار دهنده بیلت تلسکوپی، سیستم جاگذاری ضربه ای و نرم افزار کامپیوتری برای بازده و کیفیت بالاتر مجهز هستند.
آلومینیوم، مس، منیزیم و آلیاژهای آن ها و فولادهای کربنی و فولادهای زنگ نزن به دلیل قابلیت انعطافی که دارند، به راحتی در اشکال مختلف اکسترود می شوند. ولی سایر فلزات مانند تیتانیوم و فلزات نسوز را با مقداری مشکل و ساییدگی قابل ملاحظه قالب می توان اکسترود مستقیم نمود.
مزایای اکستروژن مستقیم
- سهولت در اجرای فرایند
- قابلیت کنترل و خنک سازی قطعه اکسترود شده بعد از خارج شدن از قالب
معایب اکستروژن مستقیم
- وجود اصطکاک در سطح تماس بین شمش و محفظه و ایجاد حرارت ناشی از آن
- نیروی تغییر شکل بالاتر در مقایسه با اکستروژن غیر مستقیم
- تشکیل عیوب داخلی به ویژه در صورت وجود اصطکاک
اکستروژن غیر مستقیم
همان طور که اشاره کردیم، در فرایند اکستروژن غیر مستقیم یا معکوس، قالب با فشار به داخل بیلت رانده می شود. یعنی بیلت نسبت به محفظه ثابت است و اصطکاک بسیار کمتر است. پرس مورد استفاده برای روزنرانی معکوس همان اجزای پرس مستقیم را دارد.
عموما در اکستروژن آلیاژهای سخت مخصوصا آلیاژهای کاربردی در صنایع هوافضا، خواص سیلانی فلز در اکستروژن غیر مستقیم بسیار مطلوب تر از فرایند مستقیم است. همچنین این روش در ساخت میلگردها، میله ها، مقاطع و لوله ها از برخی آلیاژهای آلومینیوم اغلب اقتصادی تر است.
روزنرانی غیر مستقیم بیشتر برای تولید پروفیل های آلومینیوم با شکل متقارن، لوله و میلگردهای آلومینیوم آلیاژی سخت همچون سری ۲۰۰۰، ۵۰۰۰ و ۷۰۰۰ که ظرفیت بیشتری برای کارگرم دارند به کار می رود.
مزایای اکستروژن غیر مستقیم
- کاهش حدود ۲۰ تا ۳۰ درصد نیروی لازم در مقایسه با نوع مستقیم به دلیل عدم وجود اصطکاک
- عدم افزایش چشمگیر درجه حرارت لایه خارجی شمش
- عدم کشیده شدن ناخالصی های سطحی شمش به داخل محصول به دلیل عدم وجود اصطکاک
- امکان تولید قطعات نازک تر
معایب اکستروژن غیر مستقیم
- محدودیت نیروی تغیر شکل
- وجود امکانات کمتر برای خنک کردن قطعه اکسترود شده بعد از خروج از قالب
- مرغوبیت کمتر سطح خارجی محصول
چه مشکلاتی در هنگام اکسترود قطعات ممکن است به وجود بیاید؟
ترک خوردگی داخلی
انواع ترک ممکن است در مرکز پروفیل های اکسترود شده تولید و گسترش یابد. به این عیب در پروفیل های اکسترودی اصطلاحاً مرکز انفجار یا همان مرکز ترک خوردگی گفته می شود. این ترک ها ناشی از تنش هیدرواستاتیک کششی است که در مرکز ناحیه تغییر شکل در قالب وجود دارد.
عیب لولهای شکل شدن (پایپینگ)
مهم ترین عیب مشاهده شده در عملیات اکستروژن آلومینیوم مخصوصا در مورد آلیاژهای گروه ۲۰۰۰، ۶۰۰۰ و ۷۰۰۰ این عیب است. در این عیب یک جدایش حلقوی مانند، بین هسته داخلی و ناحیه خارجی بیلت در سطح مقطع (در پشت بیلت) به وجود می آید.
اصطکاک میان بیلت و محفظه موجب می شود که لایه های سطحی بیلت در تماس با دیواره محفظه ثابت باقی می ماند، درحالی که هسته بیلت از زیر آن برش می خورد و به سمت جلو حرکت می کند. در اثر ایجاد منطقۀ مرده (Dead Zone) بیلت شکل مخروطی و ناموزون پیدا می کند.
ترک های سطحی
در بسیاری از محصولات تولیدی با روزنرانی ترک های سطحی مشاهده می شود. علت رخ دادن این ترک ها می تواند به عواملی مانند دمای فرایند، اصطکاک، یا زیاد بودن بیش از حد سرعت پیستون باشد. ترک های سطحی میتوانند در دماهای پایین نیز به وجود بیایند. این اتفاق زمانی رخ می دهد که محصول اکستروژن به قالب بچسبد.
کاربرد اکستروژن در صنایع پلاستیک
تا بدین جای مقاله مطمئنا با کاربردهای فرایند روزنرانی در شکل دهی فلزات آشنا شده اید. اما این روش شکل دهی فقط محدود به فلزات و متالورژی نیست. اشکال مختلف قطعات پلاستیکی در سطح مقطع های توپر و توخالی را می توان با استفاده از اکستروژن به صورت پیوسته تولید کرد.
این محصولات تولیدی شامل انواع لوله ها و ورق های پلاستیکی و سیم ها و دیگر قطعات پلاستیکی می شوند. یکی از مهم ترین خواص پلیمرها و به ویژه پلاستیک ها سهولت شکل پذیری آن هاست. بنابراین روزنرانی به روشی رایج برای شکل دادن پروفیل های پلاستیکی تبدیل شده است.
برای اکسترود مواد پلاستیکی، مادۀ خام پلاستیک با پیچ های دور گرم، ذوب شده و به حرکت در می آید. در دستگاه اکسترود پلیمری یک موتور الکتریکی همراه با یک درایو هیدرولیک بهطور پیوسته یک پیچ واقع در لوله دستگاه را می چرخاند.
ذرات پلاستیک داخل دهانۀ دستگاه اکستروژن وارد می شوند و به سمت پیچ کشیده می شوند. لوله و پیچ دستگاه با المنت های خارجی گرم می شوند. در همان حال که ذرات پلاستیک در راستای پیچ حرکت می کنند، ذوب می شوند و با فشار به قالب که در انتهای لوله دستگاه قرار دارد وارد میشوند. این قالب دارای سطح مقطع پروفیل مورد نظر است. این فرایند، فرایندی پیوسته است. در نتیجه می تواند قطعات را در طول های زیاد تولید کند که برای تولید قطعاتی مثل لوله و واشر کاملا ایده آل است.

https://iran-mavad.com/?p=48389
پسورد فایل فشرده : www.iran-mavad.com
دانلود
مقاله اکستروژن فشار سیکلی لوله تحت فرآیند TCEC + ترجمه
PDF






دیدگاه کاربران