

 جدید
جدیدگام به گام تا آموزش جوشکاری میگ
مقدمه
قصد دارید که جوشکاری را به صورت حرفه ای یاد بگیرید؟ اگر در ابتدای راه هستید، شاید از افراد مختلفی شنیده باشید که برای شروع، جوشکاری میگ (MIG) را انتخاب کنید. چرا که استفاده از ابزار و کار با این روش، آسان است. اما اگر از ما بشنوید، جوشکاری میگ آن قدرها هم روش ساده ای نیست! ما در این مقاله قصد داریم تا با آموزش فوت و فن این روش، شما را در استفاده بهتر از ابزار و اجرای صحیح عملیات جوشکاری یاری کنیم. پس تا انتهای این مقاله ما را دنبال کنید....
جوشکاری قوسی با گاز محافظ خنثی که با نام اختصاری میگ هم شناخته می شود، روشی است که در آن یک الکترود سیمی جامد به طور پیوسته از طریق یک تفنگ به حوضچه جوش تغذیه می شود و دو ماده پایه را به یکدیگر متصل می کند. در این روش، یک گاز محافظ نیز از طریق تفنگ جوشکاری تزریق می شود و حوضچه جوش را از آلودگی محافظت می کند.
عبارت MIG مخفف Metal Inert Gas است. این عبارت، علاوه بر این که به جنس الکترود یعنی فلز اشاره دارد، بیانگر این است که گاز محافظ یک گاز بی اثر یا خنثی است. جوش میگ زیرمجموعه روش Gas Metal Arc Welding یا به اختصار GMAW است. بعضا دیده می شود این روش با نام عامیانه جوشکاری سیمی (Wire Welding) نیز شناخته می شود.
جوشکاری میگ به چه صورتی انجام می شود؟
در جوشکاری MIG یک قوس بین انتهای الکترود سیمی و قطعه کار زده می شود که باعث ذوب هر فلز شده و یک حوضچه جوش ایجاد می کند. در این جا سیم هم نقش منبع گرما (با ایجاد قوس در نوک سیم جوش) و هم نقش فلز پرکننده را برای فرایند ایفا می کند.
سیم جوش از طریق یک لوله که لوله تماس (Contact Tube) نامیده می شود، به حوضچه تغذیه می شود. جنس این لوله عمدتا از جنس مس است. حوضچه جوش نیز با تزریق مداوم گاز محافظ از تفنگ جوشکاری، از اتمسفر اطراف محافظت می شود.

به طور کلی انتخاب گاز محافظ به مواد در حال جوشکاری و کاربرد بستگی دارد. هلیوم و آرگون معمول ترین گازهایی هستند که در جوشکاری MIG استفاده می شوند. البته در برخی مواقع با درصد کمی از گازهای غیرخنثی مانند کربن دی اکسید نیز مخلوط می شوند. سیم جوش توسط یک موتور درایو از طریق یک حلقه تغذیه می شود. جوشکار نیز مشعل جوشکاری را در امتداد خط اتصال حرکت می دهد و اتصال نهایی را ایجاد می کند.
سیم جوش ممکن است جامد (سیم های ساده) یا هسته ای (کامپوزیتی) باشد. استفاده از سیم های ساده فلزی در جوشکاری MIG مرسوم تر است. این فرایند بهره وری بالایی دارد، چرا که سیم به طور مداوم تغذیه می شود.
جوشکاری MIG اغلب به عنوان یک فرایند نیمه خودکار شناخته می شود. زیرا سرعت تغذیه سیم و طول قوس توسط منبع تغذیه کنترل می شود. اما سرعت حرکت و موقعیت سیم تحت کنترل دستی است. البته این فرایند می تواند به طور کامل مکانیزه شود. به این صورت که تمام پارامترهای فرآیند مستقیماً توسط جوشکار کنترل نشوند.
عوامل موثر بر انتقال فلز به حوضچه مذاب
نیروی جاذبه
یکی از عواملی که سبب حرکت قطرات مذاب به سمت حوضچۀ جوش می شود، نیروی جاذبه است. برای انتقال فلز به حوضچه، نیروی جاذبه (یا همان ثقل) از نیرویی که قطره مذاب را روی الکترود نگه داشته است، باید بیشتر شود. نیروی کشش سطحی و نیروی اینرسی دو نیروی اصلی هستند که قطره را روی نوک سیم نگه می دارند.
اثر پینچ (Pinch effect)
وقتی جریان الکتریسیته از یک فلز رسانا می گذرد، در اطراف آن میدان مغناطیسی ایجاد می شود. شدت این میدان مغناطیسی به چگالی جریان عبوری از قطعه وابسته است. در جوشکاری MIG الکترود نقش این رسانای فلزی را دارد.
میدان مغناطیسی القا شده، سبب ایجاد نیروی مغناطیسی می شود که نیروی پینچ نامیده می شود. نیروی پینچ با توان دوم جریان الکتریسیتۀ عبوری از قطعه (یعنی الکترود) نسبت مستقیم دارد. بنابراین با دو برابر شدن جریان الکتریسیته، نیروی پینچ چهار برابر می شود. نیروی پینج سبب می شود قطرۀ مذاب از نوک الکترود کنده شود.

گام به گام تا اجرای جوشکاری MIG
مرحله 1: اول ایمنی، بعد کار!
قبل از پرداختن به هر پروژه جوشکاری، باید لباس ایمنی مناسبی داشته باشید و از عملکرد صحیح قطعات اطمینان داشته باشید. یک لباس ایمنی مناسب باید ملزومات زیر را داشته باشد:
کفش یا چکمه چرمی
شلوار مناسب کار
پیراهن آستین بلد مقاوم در برابر شعله و آتش
ماسک جوشکاری
عینک ایمنی
کلاه
کلاه جمجمه ای برای محافظت بالای سر در برابر جرقه و پاشش قوس

مرحله 2: آماده سازی فلز
برخلاف الکترودهای فلاکس دار که دارای مقادیر بیشتری مواد افزودنی خاص هستند، الکترود سیمی جوشکاری MIG در برابر زنگ زدگی، خاک، روغن یا سایر آلاینده ها به خوبی مقاومت نمی کند. لذا بهتر است قبل از برخورد الکترود با قوس، آن را با برس یا آسیاب تمیز کنید.
مطمئن شوید گیره کار (Work Clamp) به فلز تمیز متصل است. فراموش نکنید که ایجاد هرگونه امپدانس الکتریکی، بر عملکرد تغذیه سیم تأثیر می گذارد.
برای اطمینان از جوشکاری مناسب روی فلزات ضخیم تر، سعی کنید مفصل را به صورت اُریب (Bevel) دربیاورید. این کار کمک می کند جوش به طور کامل به فلز پایه نفوذ کند. این امر خصوصاً برای مفاصل لب به لب (butt joints) اهمیت فراوانی دارد.

مرحله 3: آماده سازی تجهیزات
پیش از شروع کار، تمامی کابل ها و اتصالات را چک کنید.
در این مرحله لازم است کابل های خود را بررسی کنید. قبل از ایجاد قوس، تجهیزات جوشکاری خود را بررسی کنید تا مطمئن شوید که تمام کابل ها از نظر اتصالات محکم بوده و آسیب ندیده باشند. پس از انجام این کار، باید قطبیت الکترود را انتخاب کنید.
جوشکاری میگ به قطب مثبت و DC یا پلاریته معکوس احتیاج دارد. اگر نمی دانید از کجا باید اتصالات قطبیت را پیدا کنید، قسمت داخلی دستگاه را بگردید. پس از تنظیم قطبیت، نوبت به تنظیم جریان گاز می رسد.

تنظیمات گاز محافظ را روشن کرده و میزان جریان را روی 20 تا 25 فوت مکعب در ساعت تنظیم کنید. اگر مشکوک به نشتی در شلنگ گاز خود هستید، یک محلول آب و صابون درست کنید و به دنبال حباب بگردید. در صورت مشاهده نشتی، بدون درنگ شلنگ را عوض کنید.
پس از تنظیم گاز محافظ، باید تنش (Tension) را بررسی کنید. تنش زیاد یا خیلی کم روی هارد رول یا توپی قرقره سیم باعث عملکرد ضعیف سیستم تغذیه می شود. این پارامتر را مطابق با کتابچه راهنمای دستگاه خود تنظیم کنید.
در صورت زنگ زدگی الکترود سیمی، حتما آن را تعویض کنید.
آخرین نکته در مرحله آماده سازی تجهیزات، بازرسی مواد مصرفی (Inspect Consumables) است. اسپاترهای اضافی را از لوله های تماسی بردارید. نوک الکترودها را چک کنید و فرسودگی ها را تعویض یا تعمیر کنید. در صورت زنگ زدگی بیش از حد الکترود سیمی، آن را دور بیندازید، چون جوش فاجعه باری پدید خواهد آورد.
مرحله 4: انتخاب سیم
برای فولادها دو نوع سیم متداول وجود دارد. برای جوشکاری های همه منظوره (All-Purpose Welding) از طبقه بندی AWS ER70S-3 استفاده کنید. در صورت نیاز به دیاکسیدکننده های بیشتر برای جوشکاری بر روی فولاد کثیف یا زنگ زده، از سیم ER70S-6 استفاده کنید.
اگر نگران قطر سیم هستید، قطر 0.030 اینچی انتخاب خوبی برای جوشکاری طیف وسیعی از ضخامت فلزات در خانه و کاربردهای عمومی است. برای جوشکاری مواد نازک تر، از یک سیم 0.023 اینچی استفاده کنید. این سیم ها در کاهش گرمای ورودی تا حد زیادی موثرند. برای جوشکاری مواد ضخیم تر با حرارت بالاتر، سیم های 035/0 یا 0.045 اینچی بسته به ابعاد جوش می تواند مناسب باشد.

مرحله 5: انتخاب گاز مناسب
یک ترکیب شامل 75 درصد آرگون، 25 درصد دی اکسید کربن (که C25 نیز نامیده می شود) به عنوان بهترین گاز محافظ همه منظوره برای فولاد کربنی عمل می کند. این ترکیب کمترین میزان پاشش و بهترین ظاهر دانه بندی را ایجاد می کند و باعث سوختن سطحی فلزات نازک نمی شود. اگر نیاز به نفوذ عمیق تری دارید، 100 درصد کربن دی اکسید به درد شما می خورد که آن موقع جوشکاری شما از نوع MAG خواهد بود! ترکیب صد درصد کربن دی اکسید در مقایسه با C25 باعث افزایش پاشش و زبری مهره جوش می شود.
مرحله 6: تنظیم ولتاژ و آمپراژ
مقدار ولتاژ و آمپراژ در جوشکاری MIG به متغیرهای زیادی مثل ضخامت فلز، نوع فلز، پیکربندی اتصال، موقعیت جوشکاری، گاز محافظ و سرعت تغذیۀ سیم بستگی دارد. برخی شرکت های ارائه دهندۀ تجهیزات، دو ابزار برای ساده سازی تنظیم ولتاژ و آمپراژ مناسب فراهم می کنند.
- یک چارت مرجع مناسب که در داخل سیستم تغذیه سیم نصب می شود.
- فناوری تنظیم خودکار که مثلا در دستگاه هایی با برند Miller و مدل های Millermatic یافت می شود. با این فناوری به سادگی می توانید قطر سیم مورد استفاده خود را انتخاب کنید. به این طریق که ضخامت سیم را وارد می کنید و سیستم برای شما تنظیم خودکار، ولتاژ و آمپراژ و سرعت تغذیه مناسب سیم را انتخاب می کند.
12
دقیــقه مطالعه
فیلم آموزش جوشکاری (مقدماتی)
جوشکاری ( Welding) یکی از روشهای تولید میباشد. هدف آن اتصال دائمی مواد مهندسی ...
فوت و فن جوشکاری قوسی با گاز محافظ خنثی
در هنگام جوشکاری، یک سری نکات و ریزه کاری هایی وجود دارد که باید به آن ها توجه داشته باشید. برای مثال سرعت پیشروی قوس، زاویه جوشکاری، انتخاب ولتاژ و آمپراژ مناسب و انتخاب روش مناسب برای جوشکاری هر نوع از مقاطع از جمله مواردی است که شما پیش از شروع کار باید آشنایی داشته باشید تا بتوانید عملیات را به درستی انجام دهید. ما در این بخش فهرستی از این موارد را برای شما بیان کرده ایم.
پیش آمدگی سیم (Wire stick-out)
منظور از Stick-out طول الکترود ذوب نشده است که از نوک لولۀ تغذیه گسترش می یابد و شامل طول قوس نمی شود. به طور کلی، بهتر است میزان پیش آمدگی سیم را در حدود 3.8 اینچ حفظ کنید. اگر قوس نامنظم به نظر برسد، یک دلیل آن می تواند طولانی بودن میزان پیش آمدگی شما باشد. البته این مورد یک خطای بسیار معمول در جوشکاری MIG است.
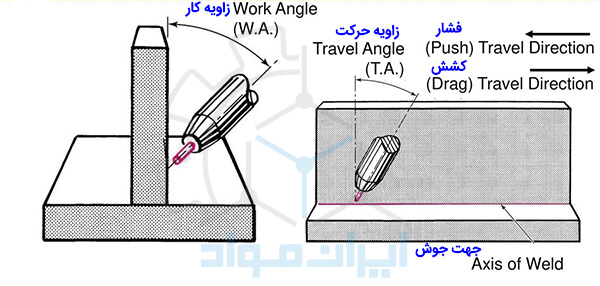
فشار دهیم یا بکشیم؟
تکنیک فشاردادن یا فورهند (Push Or Forehand) به معنی طی کردن مسیر جوش با تفنگ جلوتر از گودال جوش است. با اجرای تکنیک فورهند، معمولاً نفوذ کمتری ایجاد می شود و جوانه های پهن تری مشاهده می شوند. زیرا نیروی قوس از حوضچه جوش دور نگه داشته می شود. روش فورهند معمولاً دید بهتری ارائه می دهد و شما را قادر می سازد سیم را دقیقا به داخل مفصل هدایت کنید.
با استفاده از تکنیک کشیدن یا بک هند (Drag Or Backhand) تفنگ جوشکاری عقب تر از حوضچه جوش کشیده می شود. یعنی فلز رسوب داده شده تاثیر بیشتری از قوس می پذیرد. در این تکنیک نفوذ عمیق تر و مهره جوش باریک تر است.
زاویه حرکت (Travel angle)
زاویه ای که نسبت به تفنگ در موقعیت عمودی وجود دارد، زاویه حرکت است. شرایط عادی جوشکاری در همه موقعیت ها، نیاز به زاویه 5 تا 15 درجه دارد. زاویه حرکت بیش از 20 تا 25 درجه می تواند منجر به پاشش بیشتر، نفوذ کمتر و بی ثباتی قوس شود.
زاویه کار (Work angle)
زاویه کار موقعیت تفنگ را نسبت به زاویۀ اتصال جوش تعریف می کند. حالت بهینۀ این زاویه در هر موقعیت جوشکاری و پیکربندی اتصال متفاوت است. هنگامی که قصد جوشکاری میگ لب به لب را داشته باشید، زاویۀ تقریبا 90 درجه با هر دو قطعۀ پایه پیشنهاد می شود. از این طریق، گرما به طور مستقیم به مفصل وارد می شود. همچنین فلز جوش به طور مساوی به هر دو فلز پایه می رسد.
موقعیت های تخت یا مسطح (Flat positions)
جوش لب به لب (اتصال 180 درجه): همان طور که گفتیم، تفنگ را در زاویۀ 90 درجۀ قطعه کار نگه دارید. فلز پرکننده را مستقیم به داخل مفصل هدایت کنید. اما فراموش نکنید که زاویۀ حرکت 5 تا 15 درجه را نیز حفظ کنید. یک حرکت عقب و جلوی کوچک با تفنگ می تواند به پر کردن یک شکاف بزرگ کمک کند. اندکی مکث در کناره های مهره جوش می تواند از به وجود آمدن عیب آندرکات یا بریدگی کنارۀ جوش جلوگیری کند.
اتصال T (اتصال 90 درجه ای یا جوش فیلِت): اسلحه را با زاویه 45 درجه یا فاصله مساوی از قطعه نگه دارید. هنگام ایجاد چندین پاس جوش، زاویۀ کار را کمی تغییر دهید. این به شما کمک می کند تا مهره های جوش ناهموار و بریدگی ایجاد نشود.
اتصال لَپ (Lap joint): زاویۀ تفنگ را بین 60 تا 70 درجه حفظ کنید. هرچه ضخامت فلز جوش خورده بیشتر باشد، زاویه بیشتر خواهد بود.
 جوش لب به لب
جوش لب به لب
 جوش فیلت
جوش فیلت
 اتصال لپ
اتصال لپ
موقعیت افقی (Horizontal Position)
به دلیل اثرات جاذبۀ زمین، زاویۀ کار تفنگ باید در حدود 0 تا 15 درجه کاهش یابد. بدون تغییر در زاویه کار ممکن است فلز پرکننده در سمت پایین اتصال جوش دچار افتادگی شود. زاویۀ حرکت [خواه از تکنیک بکهند استفاده شود یا فورهند] به طور کلی مانند اتصالات جوش در موقعیت مسطح است. تنظیمات ولتاژ و آمپراژ برای جوشکاری در موقعیت افقی معمولاً یکسان یا کمی کمتر از تنظیمات جوشکاری در حالت مسطح هستند.

موقعیت های عمودی (Vertical Position)
جوشکاری عمودی می تواند کمی دشوار باشد. در این حالت تنظیم اتصالات قبل از جوشکاری مهم تر از حالت های قبل است. از آن جا که در این حالت شما باید با شُره مذاب ناشی از گرایش مقابله کنید. بنابراین لازم است تا ولتاژ و آمپراژ را 10 تا 15% نسبت به حالت مشابه در جوشکاری مسطح کاهش دهید و تورچ جوشکاری را سریع تر حرکت دهید.
جوشکاری میگ عمودی به سمت پایین باعث جلوگیری از ذوب بیش از حد می شود. لذا جوشکارها گاها مفاصل بسیار نازک را در موقعیت عمودی جوش می دهند. حتی اگر بتوانند آن ها را در حالت مسطح جوش دهند!
هنگام جوشکاری عمودی به سمت پایین، با حفظ آرامش، از بالای اتصال شروع کنید و به پایین جوش دهید. برای فلزات نازک که محل سوختگی در آنها نگران کننده است، سیم را از گودال جوش دور نگه دارید. همواره سیم الکترود را در لبۀ جلویی (Leading Edge) گودال جوش نگه دارید. حرکات نوسانی بسیار جزئی به صاف شدن تاج جوش کمک می کند.
در مقابل، تکنیک عمودی رو به بالا از پایین مفصل شروع به جوشکاری می کند. این حالت می تواند نفوذ بهتری در مواد ضخیم (به طور معمول 1.4 اینچ یا بیشتر) ایجاد کند. زاویۀ حرکت تفنگ از موقعیت عمود 5 تا 15 درجه افت دارد. در این حالت نیز یک حرکت نوسانی جزئی می تواند به کنترل اندازه، شکل و اثرات خنک کنندگی گودال جوش کمک کند.

موقعیت سربالا (Overhead position)
برای جوشکاری سربالا می توان از تکنیک های کشیدن، فشار یا تفنگ عمودی استفاده کرد. اما به دلیل جاذبه، سرعت حرکت باید به اندازه کافی سریع باشد تا فلز جوش از اتصال خارج نشود. کاهش ولتاژ و آمپراژ باعث می شود که گودال جوش کوچک و قابل کنترل باشد. به همین دلیل ممکن است بخواهید از سیم با قطر کمتر استفاده کنید.

جوشکاری میگ چه نقاط قوتی دارد؟
- برای بیشتر فلزات مغناطیسی قابل اجراست.
- در جوشکاری فلزات و آلیاژهای متداول مانند فولاد زنگ نزن، آلومینیوم، نیکل و مس به خوبی عمل می کند.
- قابلیت اتوماتیک یا روباتیک کردن جوش میگ به علت پیوسته بودن الکترود و ثبات طول قوس، آسان است.
- نسبت توان بر سطح در این روش زیاد است. از این رو تمرکز قوس الکتریکی نیز افزایش می یابد. این مسئله امکان جوشکاری ورق های نازک و حالت های غیر تخت را سهولت می بخشد. همین بالا بودن نسبت توان بر سطح، پیچیدگی و تابیدگی را کاهش داده و سرعت و نفوذ جوش را افزایش می دهد.
- میزان جرقه نسبتا کم است.
- سیم جوش به طور مستمر تغذیه می شود. بنابراین کمترین زمان برای تعویض الکترود صرف می شود.
- همانطور که در این مقاله دیدیم، این فرآیند به راحتی در تمام وضعیت ها قابل الاجراست.
- به سادگی حوضچۀ مذاب و قوس الکتریکی را می توان دید.
- سرباره وجود ندارد یا بسیار نازک است.
- استفاده از الکترود با قطر نسبتا کم، سبب افزایش چگالی جریان می شود.
- بخش اعظم الکترود در منطقۀ اتصال رسوب می کند.
- میزان رسوب بالاتری نسبت به جوش TIG بیشتر است.
- عمق نفوذ جوش از فرآیند SMAW بیشتر است. بنابراین با جوش کوچکتر، استحکام مورد نیاز به دست می آید.
12
دقیــقه مطالعه
جوشکاری آرگون (تیگ)
در میان روشهای جوشکاری، روشهای مبتنی بر قوس الکتریکی مهمترین و پرکاربردترین ر...
محدودیت های جوش میگ چیست؟
- ابزار و تجهیزات جوشکاری میگ پیچیده هستند. در نتیجه حمل و نقل این وسایل مشکل خواهد بود.
- تجهیزات این فرآیند به نسبت جوش SMAW گران تر است. هزینه تعمیر و نگهداری دستگاه های آن نیز بیشتر است.
- اکثر دستگاه های جوشکاری MIG دارای تفنگ کوتاه هستند.
- انواع الکترود یا سیم جوش تنوع زیادی ندارند.
- باید از قوس در مقابل باد حفاظت کرد. چرا که باد سبب انحراف گاز محافظت کننده از قوس می شود.
- سرعت سرمایش اتصال بالاست. چراکه سرباره ای تشکیل نمی شود. لذا ممکن است خواص متالورژیکی و مکانیکی فلز جوش دستخوش تغییراتی قرار گیرند.
جمع بندی
در این مقاله سعی کردیم تا شما را با اصول جوشکاری میگ و نحوه اجرای صحیح فرایند برای حالت های مختلف جوشکاری آشنا کنیم. در میان روش های قوسی بر پایه رسوب فلز جوش، جوشکاری میگ روشی قدیمی و شناخته شده در صنعت محسوب می شود که قابلیت اجرا بر روی طیف وسیعی از آلیاژها با خواص متالورژیکی متفاوت را دارد. با این حال شناخت مناسب از مواد و تجهیزات لازم و محدودیت های این فرایند از الزاماتی است که می تواند به شما در انتخاب این روش اجرای صحیح آن کمک کند.
منابع
www.twi-global.com
www.millerwelds.com
https://iran-mavad.com/?p=5196
پسورد فایل فشرده : www.iran-mavad.com
دانلود
جزوه فرایند میگ (MIG)
2.83MB
PDF






دیدگاه کاربران
خیلی عالی
سلام
ممنون از سایت خوبتون
ولی نمیتونم فایلها رو دانلود کنم.