
 جدید
جدیدریخته گری چیست؟ انواع و روش های ریخته گری
ریخته گری (casting) یکی از فرآیند های تولید است که طی آن یک ماده مذاب درون یک قالب که حاوی یک حفره به شکل موردنیاز است ریخته شده و منجمد می شود. قطعه پس از انجماد را که “ریختگی” می نامند از قالب خارج می سازند تا فرآیند به پایان برسد.
ماده ریخته گری معمولاً فلزات یا مخلوط هایی مانند سیمان، پلاستیک یا اپوکسی هستند. این روش اغلب برای ساخت قطعات پیچیده ای که تولید آن از طریق روش های دیگر مشکل یا هزینه بر است استفاده می شود. تجهیزات سنگین مانند پایه های ماشین های ابزار، پروانه های کشتی را می توان به جای اینکه از اتصال چندین قطعه کوچک به هم تولید تولید شوند، بصورت یک تکه در هر سایز دلخواه به روش ریخته گری تولید گردند.
تاریخچه
ریختگری یک فرآیند ۷۰۰۰ ساله است. قدیمیترین قطعه تولید شده به این روش که در حال حاضر موجود است مربوط به یک قورباغه مسی مربوط به ۳۲۰۰ سال قبل از میلاد مسیح است. در تاریخچه متالورژی ، این فرآیند را می توان به چند دوره تقسیم بندی نمود:
- دوره برنز (مس و مفرغ): ۳۰۰۰سال قبل از میلادمسیح آغاز شد. اولین اشیای برنزی کشف شده آلیاژی از مس و آرسنیک(۴%)isjkn.
- دوره آهن: ۲۰۰۰ سال قبل از میلاد مسیح
- دوره تاریک صنعتی: ۳۰۰ سال بعد از میلاد : دوره ناقوس کلیساها
- دوره رنسانس صنعتی: ۱۵۰۰ تا ۱۷۰۰ سال میلادی: صنعت ذوب ریزی بنا نهاده شد. ابتدا از برنز و سپس از چدن ساخته شد.
- دوره انقلاب صنعتی: سال ۱۷۵۰ به بعد
فرآیندهای ریخته گری
روش های ریخته گری را به روش های مختلفی دسته بندی می کنند. ساده ترین شیوه دسته بندی در شکل زیر آمده است.
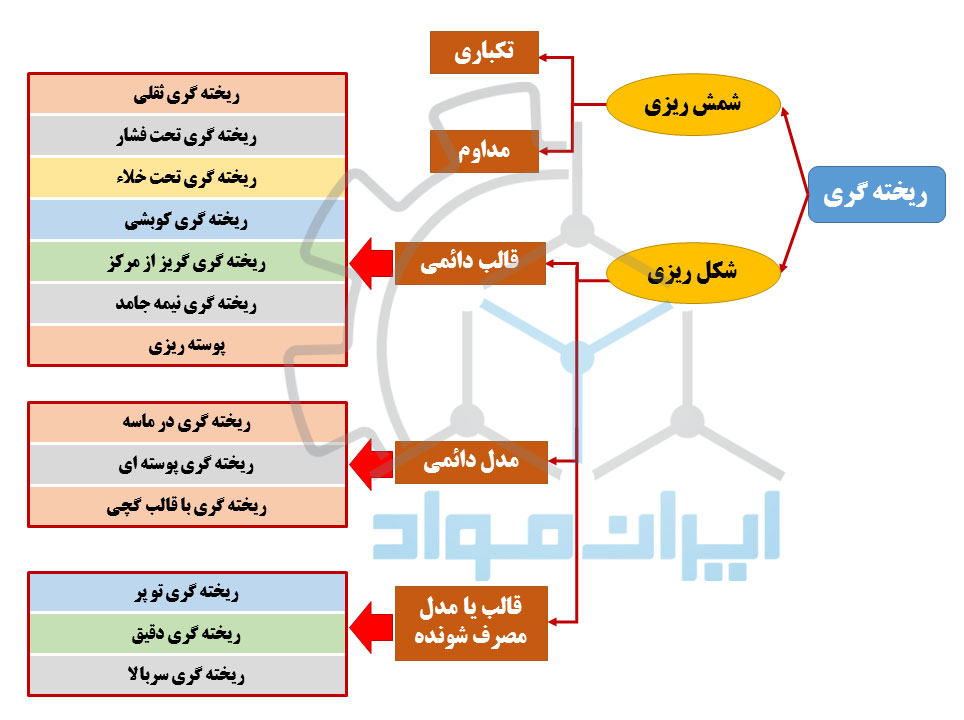
شمش ریزی
ریخته گری تکباری (Batch Casting)
شمش ریزی در حالت تکباری شامل ذوب و ریختن مذاب درون یک قالب شمش است. این روش معمولاً در مواردی که تناژ تولید بالا نیست استفاده می شود و بیشتر مربوط به فلزات غیرآهنی است.

ریخته گری مداوم (Continuous Casting)
در ریخته گری مداوم ، فلز مذاب با سرعت و آهنگ مشخص در داخل قالب آبگردی که معمولاً مسی است ریخته می شود، در حالیکه قسمت های جامد قبلی با سرعت و آهنگ بارریزی از انتهای قالب بیرون کشیده می شوند.
- اگر پس از زمان معینی بارریزی متوقف و شمش جامد از دستگاه خارج شود، روش را شمش ریزی نیمه مداوم می گویند.
- اگر شمش منجمد به طور مداوم بریده شده و بارریزی تا زمانی که مذاب وجود دارد ادامه یابد، روش را شمش ریزی مداوم می گویند.

شکل ریزی
مبتنی بر قالب های دائمی (Permanent Casting)
زمانی که نیاز به سرعت تولیدبالا، تولید انبوه همراه با کیفیت سطحی و دقت ابعادی بالا باشد ریخته گری با قالب های دائمی مطرح می شود.
ریخته گری ثقلی (Gravity Casting)
در این روش قالب ریختگری فلزی بوده و مذاب توسط نیروی جاذبه قالب را پر می کند و تحت فشار دیگری نیست.
پیشنهاد میکنیم:
5
دقیــقه مطالعه
ریخته گری ثقلی (Gravity casting)
ریختهگری فرآیندی است که از دیرباز جایگاه ویژهای در بین روشهای تولید داشته است...
ریخته گری با فشار کم (Low-Pressure Casting)
در صورتی که قالب فلزی، تحت فشار گاز خنثی یا مکش قرار گیرد و تنها تحت تاثیر نیروی جاذبه نباشد ریخته گری با فشار کم نام می گیرد. کیفیت قطعات در این روش نسبت به روش ثقلی بالاتر هستند اما هزینه و تخصص بالاتری نیز می طلبد.
ریخته گری تحت فشار (Die Casting)
در روش ریخته گری تحت فشار ، مذاب تحت فشار بالا به داخل قالب تزریق می شود. سرعت تولید بالا، عدم وجود حفره های انقباضی و قابلیت تولید قطعات با مقاطع نازک از مزایای مهم این روش هستند.
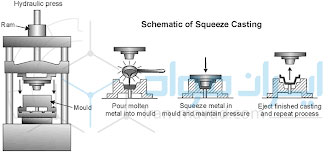
ریخته گری کوبشی (Squeeze Casting)
روش ریخته گری کوبشی تلفیقی از آهنگری و ریخته گری بوده و جزو روش های نوین و پیشرفته به حساب می آید. در این روش مذاب پس از ریختن در محفظه قالب، تحت فشار مداوم یک پانچ منجمد می شود. از مهمترین ویژگی های مثبت این روش می توان به رفع یا کاهش تخلخل های انقباضی و گازی، تولید قطعه نزدیک به شکل نهایی، خواص مکانیکی بالا نزدیک به قطعات کار شده، سرعت تولید بالا، افزایش راندمان تولید از طریق حذف راهگاه و تغذیه، دقت ابعادی بالا و قابلیت استفاده برای فلزاتی که سیالیت بالا ندارند، اشاره کرد.
ریخته گری گریز از مرکز (Centrifugal Casting)
در این روش، مذاب تحت نیروی گریز از مرکز ناشی از چرخش، قالب فلزی را پر می کند که به دو دسته افقی و عمودی نیز تقسیم بندی می شود. سرعت و حجم تولید بالا و کیفیت خوب قطعات از مزایای مهم این روش هستند.
ریخته گری نیمه جامد (Semo Solid Casting)
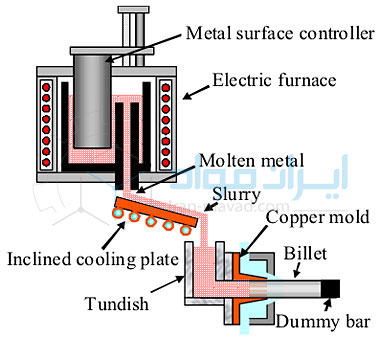
فرآیند نیمه جامد از مجموع دو فرایند ریخته گری و شکل دادن تشکیل شده است. در مرحله اول مذاب آلیاژ با دامنه انجمادنسبتاً وسیع آماده شده و طی سرد شدن در محدوده دوفازی جامد-مایع تحت تلاطم قرار می گیرد که سبب ایجاد مخلوط یکنواختی از مذاب و جامد حاصل می شود. در نهایت این مخلوط به کمک یکی از روش های شکل دادن فلزات (مانند اکستروژن یا آهنگری) به شکل مورد نظر تبدیل می شود.
پوسته ریزی (Slush Casting)
این روش ویژه تولید قطعات توخالی بدون استفاده از ماهیچه است. به این صورت که مذاب داخل یک قالب فلزی ریخته شده و پس از مدت زمان کوتاه و مشخص که یک لایه از در جداره جامد شد، قالب تخلیه می شود
مدل های دائمی (قالب موقت)
ریخته گری ماسه ای (Sand Casting)
بالاترین قدمت در بین روش ها، روش ماسه ای است. در این روش مدل از جنس چوب یا پلاستیک ساخته شده و توسط آن قالب های متعددی در ماسه ایجاد می شود. مذاب قالب ماسه ای را پر نموده و فرآیند تکمیل می شود. انواع ماسه در این روش می تواند مورد استفاده قرار بگیرد. ارزان بودن، قابلیت استفاده برای قطعات بزرگ دو مزیت اصلی این روش هستند.
ریخته گری پوسته ای (Shell Casting)
در این روش مدل از جنس فلز ساخته می شود و قالب ماسه ای است. سرعت تولید و کیفیت سطحی در این روش نسبت به ماسه ای بسیار بالا تر بوده و قابلیت تولید قطعات پیچیده را نیز دارد. یکی از بهترین پیشنهادات برای تولید قطعات کوچک و پیچیده که تولید آنها به روش ریخته گری دقیق توجیه اقتصادی ندارد.
ریخته گری با قالب گچی (Plaster Mold Casting)
در این فرآیند قالب از جنس گچ با پودر تالک و سیلیکافلور ساخته می شود. این مواد با آب مخلوط شده و دوغاب در داخل یک مدل ریخته می شود تا خشک شده و شکل قالب تکمیل گردد. این روش برای تولید قطعات غیرآهنی که به دقت ابعادی، کیفیت سطحی و ظرافیت بیشتری نسبت به آنچه که از روش های ریخته گری در ماسه و قالب های فلزی به دست می آید نیاز دارند، به کار می رود.
قالب یا مدل مصرف شونده
توپر (Lost Foam Casting)
مدل و قالب در روش ریختگری توپر یکسان هستند.ابتدا مدل از جنس پلی استایرن همراه با سیستم راهگاهی تهیه می شود سپس توسط ماسه احاطه شده و آماده بارریزی می شود. با ورود مذاب، مدل پلی استایرنی ذوب شده و جای خود را به مذاب می دهد. پس از انجماد سیستم راهگاهی از قطعه جدا شده و آماده استفاده می گردد. با توجه به اینکه در این روش سطح جدایش حذف می شود میتوان قطعات پیچیده و غیرمتقارن را به آسانی تولید نمود. دقت ابعادی بالا و امکان تولید قطعات بسیار بزرگ و سنگین از مهم ترین مزایای این روش هستند.
دقیق (Investment Casting)
در روش ریخته گری دقیق مدل که معمولاً از جنس موم یا پلاست است توسط یک لایه سرامیکی پوشانده می شود به اینصورت که مدل ها به صورت خوشه تهیه شده و در دوغاب سرامیکی فرو می کنند تا یک لایه پوشان روی آن تشکیل شود . پس از خشک کردن لایه پوشش، بارریزی انجام شده و مدل مومی ذوب می گردد. دقت ابعادی بسیار بالا و امکان تولید قطعات پیچیده کوچک مهم ترین ویژگی های روش ریخته گری دقیق هستند.
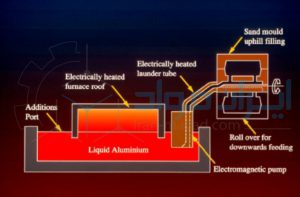
سربالا (Uphill Casting)
از آنجاییکه روش های ریخته گری که در آنها محفظه قالب تحت نیروی جاذبه زمین پر می شود، مستعد اکسیداسیون سطحی مذاب و ایجاد عیوب حاصل از تلاطم مذاب هستند، روش های سربالا ابداع شدند. در این روش ها مذاب در جهت خلاف جاذبه زمین به درون محفظه قالب انتقال پیدا می کند. دو نمونه از فرآیندهای سربالا: فرآیند Cosworth Casting و فرآیند CL.
مراجع






دیدگاه کاربران