

 جدید
جدیدجوشکاری التراسونیک یا فراصوتی (Ultrasonic Welding)
مقدمه
جوشکاری مافوق صوت (USW) یک روش جوشکاری است که از ارتعاش فراصوت با فرکانس بالا برای جوش دادن دو قطعه به یکدیگر استفاده میکند. این روش بیشتر برای جوشکاری مواد ترموپلاستیک و مواد غیر مشابه استفاده میشود. فلزات نازک نیز میتوانند با متد جوشکاری التراسونیک جوش داده شوند. حال اگر میخواهید بدانید ین فناوری کارآمد چگونه کار میکند؟ در کجا به کار میآید؟ و… تا انتهای مطلب با ما همراه باشید تا به همهی سوالهای شما پاسخ دهیم ...
جوشکاری التراسونیک چیست؟
جوشکاری التراسونیک فرایندی است که برای اتصال قطعات پلاستیکی و گاها فلزی به یکدیگر به منظور تشکیل یک مجموعه مستحکم و یکپارچه استفاده می شود. این فرایند مبتنی بر ارتعاشات فراصوت است که بر روی قطعات اعمال می شود. جوشکاری در شرایطی انجام می شود که ارتعاشات فراصوت (معمولا با دامنه 20 تا 40KHZ) در فصل مشترک بین دو قسمت جذب شده و اصطکاک ایجاد شده باعث ذوب شدن فصل مشترک اتصال می گردد.
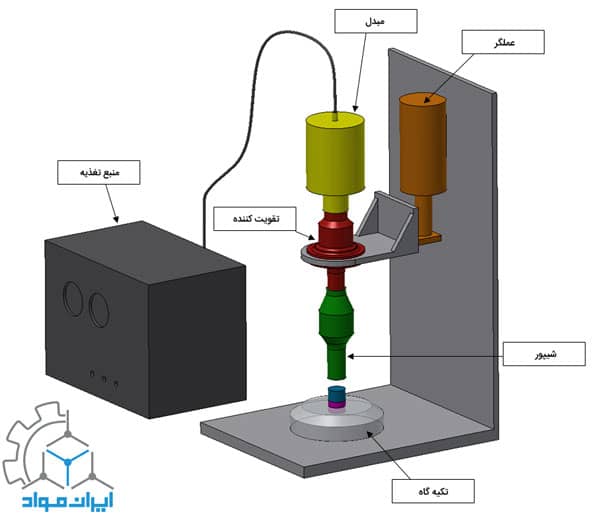
در این روش جوشکاری، ارتعاشات فراصوت از طریق مجموعه ای از اجزا شامل منبع تغذیه، مبدل، تقویت کننده و بوق ایجاد شده و در انتها ارتعاش مکانیکی به قطعات منتقل می شود.
نقش منبع تغذیه این است که ولتاژ خط ورودی (در ۵٠ یا ۶٠ هرتز) را به یک فرکانس جدید تبدیل کند. سپس این انرژی الکتریکی به مبدل ارسال میشود که همان طور که از نامش پیداست، انرژی الکتریکی را به ارتعاشات مکانیکی تبدیل میکند. مبدل شامل دیسکهای سرامیکی پیزوالکتریک است که با سرعت انرژی الکتریکی عرضه شده منبسط و منقبض میشوند.
اندازه ارتعاشات دامنه نامیده میشود. ارتعاشات ایجاد شده از طریق تقویت کننده منتقل میشوند که معمولاً دامنه را با چند برابر مقدار از پیش تعیین شده افزایش میدهد. در نهایت دامنه خروجی تقویت کننده از طریق سونوترود (Sonotrode) منتقل میشود و پس از آن به قطعات پلاستیکی می رسد.
زمانی که مواد ذوب می شوند، ارتعاشات التراسونیک تمام می شوند و محرک از دو سمت فشار وارد می کند تا زمانی که مذاب منجمد شده و یک پیوند قوی در فصل مشترک ایجاد شود. کل فرایندهای ذکر شده از ابتدا تا انتهای جوشکاری معمولا 1 تا 2 ثانیه به طول می انجامد.
در طول فرایند جوشکاری فراصوت، تمامی مواد قابلیت جوش پذیری یکسانی ندارند. پلیمرهای آمورف همانند ABS، پلی استایرن و پلی کربنات معمولا با دامنه ارتعاشات کمتری جوشکاری می شوند، در حالی که پلیمرهای نیمه کریستالی همچون نایلون و پلی پروپیلن برای اتصال نیاز به دامنه ارتعاشات قابل توجهی دارند.
جوشکاری التراسونیک روشی کلیدی است که در بسیاری از صنایع برای مونتاژ قطعات به طور گسترده استفاده می شود. صنایع پزشکی، خودرو، لوازم خانگی، B&CE، بسته بندی و ده ها صنعت دیگر از این روش بهره می برند.
ابداع تکنولوژی جوشکاری فراصوتی به چه زمانی بازمی گردد؟
جوشکاری فراصوت برای نخستین بار در دهه 1940 میلادی برای اتصال مواد ترموپلاستیک به کار گرفته شد. اما ثبت اختراع این روش در دهه 1960 اتفاق افتاد، جایی که دو دانشمند به نام های رابرت سولوف و سیمور لینسلی برای نخستین بار این تکنولوژی را به ثبت رساندند. پس از ثبت این اختراع، سولوف کمپانی Sonics & Materials را به ثبت رساند که امروزه یکی از پیشگامان تکنولوژی التراسونیک محسوب می شود.
در نخستین گام، این تکنولوژی برای نخستین بار در صنعت اسباب بازی سازی مورد استفاده قرار گرفت که سرانجام در سال 1969 نخستین ماشین با اجزای تمام پلاستیکی تولید شد. در ادامه و با توسعه این روش، از دهه 1980، جوشکاری التراسونیک به صورت مداوم در صنعت خودروسازی مورد استفاده قرار می گیرد.

اجزای اصلی جوشکاری اولتراسونیک
پرس: برای اعمال فشار بر روی دو قطعه پلاستیکی که باید به هم متصل شوند، استفاده میشود. پرس ممکن است از نوع پنوماتیک یا برقی باشد.
لانه یا فیکسچر: وسیلهای است که برای بستن دو قطعه پلاستیکی در کنار هم استفاده می شود و این قابلیت را ایجاد می کند که ارتعاشات با فرکانس بالا به رابط دو قطعه هدایت شود.
پشته التراسونیک: شامل سه جزء مبدل، تقویت کننده و شاخ جوش است. این سه عنصر تنظیم شده است تا دستگاه در محدوده ۱۵ ، ۲٠ ، ۳٠ ، ۳۵ و یا ۴٠ کیلوهرتز کار کند.
مبدل: سیگنالهای الکتریکی را به ارتعاش مکانیکی با فرکانس بالا تبدیل میکند و این کار را از طریق اثر پیزوالکتریک انجام میدهد.
تقویت کننده: دامنه ارتعاش را به صورت مکانیکی تغییر میدهد. در برخی از سیستمهای استاندارد برای بستن پشته در پرس استفاده میشود.
شیپور (شاخ، سونوترود): با فرکانس بالا ارتعاش میکند و ارتعاش مکانیکی را به دو قطعه جوش داده شده منتقل میکند. همچنین دامنه را به صورت مکانیکی تغییر میدهد و شکل قطعه را میگیرد. شاخ از تیتانیوم یا آلومینیوم ساخته شده است.
ژنراتور التراسونیک: سیگنال های الکتریکی با فرکانس بالا را مطابق با فرکانس رزونانس پشته تولید و ارائه میدهد.
کنترل کننده: برای کنترل حرکت پرس و انتقال امواج اولتراسونیک استفاده میشود.
برای جوشکاری فراصوتی لازم است تا 6 مرحله اجرا شود:
- قطعات پلاستیکی هدف بر روی سندان یا پایه قرار داده میشوند.
- شیپور طوری ساخته شده است که به قسمت بالای قطعه تماس داشته باشد.
- فشاری برای نگه داشتن دو قطعه و شیپور در موقعیت دلخواه وارد میشود. این فشار از طریق پرس پنوماتیک یا برقی انجام میشود.
- بوق یا شیپور به طور عمودی در فرکانس بسیار بالا (۲٠ تا ۴٠ کیلوهرتز) ارتعاش پیدا کرده و ارتعاش مکانیکی را به دو قطعه پلاستیکی منتقل میکند. این امر موجب ایجاد انرژی گرمایی در سطح تماس دو قطعه میشود و آن ها را ذوب میکند.
- نیروی مشخصی برای مدت زمانی معین اعمال میشود تا قطعات در محل اتصال ترکیب شده و یک جوش قوی ایجاد شود.
- پس از خنک سازی، این نیرو برداشته میشود و پس از آن شیپور به عقب رانده میشود. در مرحله آخر قسمت پلاستیکی جوش داده شده به صورت یک تکه از دستگاه خارج میشود.
از جوشکاری التراسونیک برای چه حوزه هایی می توان استفاده کرد؟
جوشکاری فراصوتی در بسیاری از صنایع به دلیل توانایی ایجاد جوشهای با کیفیت و بدون استفاده مستقیم از گرما، فناوری بسیار ارزشمندی است. برخی از صنایعی که بیشترین میزان استفاده از جوشکاری التراسونیک را دارند عبارتند از:
صنعت الکترونیک و رایانه ای
در صنعت کامپیوتر و لوازم الکترونیکی مصرفی، از جوش التراسونیک برای ایجاد اتصالات سیمی استفاده میشود. این روش همچنین برای ایجاد اتصالات در مدارهای کوچک و ظریف که روشهای جوشکاری سنتی ممکن است به قطعه آسیب برساند، بسیار کارآمد است. جوشکاری فراصوتی معمولاً برای ساخت قطعات برای میکرومدارها، دیسکهای کامپیوتر، خازنها و درایوهای فلش استفاده میشود.
صنعت خودرو
در صنعت خودروسازی، جوش اولتراسونیک معمولاً در مقیاس وسیع استفاده میشود. به عنوان مثال قطعات پلاستیکی، درها، اجزای موتور، پانلهای ابزار و … معمولاً با استفاده از جوشکاری فراصوت مونتاژ میشوند. بسیاری از قطعات الکتریکی به کار رفته در خودرو مانند اجزای موتور نیز معمولاً با استفاده از این تکنیک ساخته میشوند.
صنعت پزشکی
جوشکاری التراسونیک در مونتاژ تجهیزات پزشکی مانند فیلترها و پیپتها بسیار رایج است. دلیل محبوبیت این روش آن است که آلاینده یا خرابی در جوش ایجاد نمی کند. بنابراین، این روش برای ساخت بسیاری از مصنوعات پزشکی از جمله فیلترهای بیهوشی، فیلترهای شریانی، فیلترهای خون و گاز، لباس های استریل همانند روپوش ها و ماسک های صورت بسیار مناسب است.
صنعت هوافضا
در صنعت هوافضا ، جوش التراسونیک بیشتر برای اتصال فلزات و ورق های نازک همچون ورقه هایی از جنس آلومینیوم استفاده می شود. معمولا مجاری هوا با استفاده از این روش ساخته می شوند.
10
دقیــقه مطالعه
آلیاژ آلومینیوم 1050
در میان آلیاژهای آلومینیوم، سری 1000 با نام آلومینیوم خالص تجاری شناخته شده است....
صنعت بسته بندی
جوشکاری مافوق صوت اغلب برای جوش دادن قسمتهایی از بسته جهت ایجاد یک مانع کامل (به ویژه در موادی که ممکن است حساسیت بیشتری نسبت به حرارت داشته باشند) استفاده میشود. به عنوان مثال، جوشکاری فراصوت برای بسته بندی غذاهای حساس به حرارت کاربردهای زیادی دارد.
علاوه بر این، تکنیک اولتراسونیک در بسته بندی مواد غذایی همچون بسته های آبنبات، مواد غذایی منجمد و ظروف نوشیدنی استفاده گسترده ای دارد. بسته بندی مواد منفجره، آتش بازی و مواد شیمیایی واکنش پذیر از دیگر کاربردهای این روش جوشکاری است.
محصولات مصرفی
از آنجا که جوش التراسونیک بیشتر برای اتصال ترموپلاستیکها استفاده میشود و به راحتی قابلیت خودکار شدن را دارد، برای محصولات مصرفی از جمله اسباب بازی ها کاربرد بسیاری دارد.
به دلیل توانایی این فرایند برای انجام یک جوشکاری قابل اعتماد جهت اتصال مواد بسیار حساس و با کمترین آسیب ممکن، امروزه بسیاری از صنایع از کاربردهای گوناگون جوشکاری فراصوتی در انواع عملیات استفاده میکنند.
قابلیت های برجسته جوشکاری مافوق صوت چیست؟
جوشکاری مافوق صوت به دلیل قابلیت استفاده در پلاستیک های ترموپلاست و سایر مواد محبوبیت گسترده ای در صنایع مختلف پیدا کرده است. با این حال، دلایل زیادی وجود دارد که استفاده از تکنیک التراسونیک را توجیه پذیر می کند. برخی از این مزایا عبارتند از:
سرعت بالا
یکی از مهمترین مزایای جوشکاری اولتراسونیک این است که فرایندی فوق العاده سریع است. انتقال ارتعاشات صوتی با فرکانس بالا به مواد اجازه میدهد تا به سرعت ذوب شده، جوش داده شده و سرد شوند. در بسیاری از موارد ، فرایند جوشکاری حداکثر چند ثانیه به طول میانجامد که باعث افزایش توان و بالا رفتن کیفیت نهایی میشود.
ایمنی
تجهیزات جوشکاری التراسونیک در مقایسه با سایر تکنیکهای جوشکاری بسیار ایمن است. انرژی مافوق صوت بسیار هدفمند منتقل می شود و خطرات ناشی از انرژی الکتریکی اضافی را کاهش میدهد. علاوه بر این، تولید حرارت بسیار کم است، در نقطهی مورد نظر متمرکز شده و به سرعت دفع میشود، تاثیر حرارت را بر روی مواد به حداقل می رساند و احتمال آسیب رساندن به تجهیزات اطراف را کاهش میدهد.
قابلیت اطمینان
تجهیزات جوشکاری مافوق صوت پس از مونتاژ و آزمایش، با قابلیت اطمینان بالایی کار خواهند کرد. این فرایند حتی میتواند به صورت خودکار انجام شود، به طوری که میتوان هزاران قطعه را با حداقل دخالت دست به طور قابل اطمینان جوش داد. در نتیجه، نگرانی در رابطه با خرابی تجهیزات و جوشکاری معیوب وجود ندارد.
کیفیت بالا
هنگامی که فرایند جوشکاری به درستی اجرا شود، فلاش پلاستیکی یا تغییر شکل ایجاد نمیشود و در نتیجه یک درز تمیز و تقریبا نامرئی به وجود میآید که نیازی به هیچ گونه لمسی ندارد.
انعطاف پذیری
جوش التراسونیک را میتوان روی طیف زیادی از مواد پلاستیکی و فلزی با ضخامت های مختلف اعمال کرد.
کاهش هزینه های تولید
فرایند جوشکاری اولتراسونیک از نظر مصرف مواد بسیار مقرون به صرفه است. قابلیت هایی همچون عدم استفاده از لحیم یا مواد چسبنده، عدم دخالت دست در تولید فرایند تولید و تولید اتصالاتی با کیفیت بالا باعث کاهش هزینه های پروژه می شود.
جوشکاری التراسونیک چه محدودیت هایی دارد؟
تا این قسمت از مقاله درخصوص مزایای تکنیک اولتراسونیک صحبت بسیاری کردیم. اما این روش تولید عاری از عیب نیست. محدودیت های این روش می تواند برای تولیدکنندگان مشکلاتی ایجاد کند. برخی از محدودیت های این روش عبارتند از:
مواد مصرفی
گرچه این تکنیک برای جوشکاری طیف زیادی از ترموپلاست ها و فلزات استفاده می شود، اما برای جوشکاری تمامی مواد ایده آل نیست! جوشکاری مافوق صوت برای موادی که رطوبت بالایی درون ساختار دارند، روش مناسبی نیست. مواد ترموپلاست فوق العاده مستحکم و سخت نیز در مواجهه با این روش با مشکل مواجه می شوند.
اندازه قطعات
در زمان جوشکاری با تکنیک فراصوت باید به این نکته توجه کنیم که نمی توان این روش را برای تمامی مواد با ابعاد دلخواه به کار برد. اول از همه، انرژی فراصوت برای تولید مفاصلی با طول بیش از 250mm کافی نیست. علاوه بر این، مواد ضخیم با استفاده از انرژی حاصل از ارتعاش مکانیکی به راحتی متصل نمی شوند و این روش چندان مفید نخواهد بود.
نوع مفصل
جوشکاری مافوق صوت را فقط میتوان برای اتصالات مخصوص طراحی شده که در آن قطعات مستقیماً با سطح صاف با یکدیگر همپوشانی دارند، استفاده کرد. با استفاده از این تکنیک نمیتوان مفاصل گوشه، کناره و لبه را به طور موثر جوش داد.
تجهیزات خاص
به عنوان بخشی از نیاز جوشکاری، ابزار سفارشی برای اجرای پروژه های مختلف می تواند متفاوت باشد. برای مثال، نیاز به ابزار CNC ضرورت است، اما استفاده از ابزار CNC برای شرکت های کوچک و با محدویت فضا و نیروی کار می تواند یک مشکل مهم باشد.
10
دقیــقه مطالعه
سی ان سی (CNC) چیست و چه انواعی دارد؟
در گذشته انسان ها تمامی کارهای خود را با دست و نهایتا ابزارهای ساده کمکی انجام م...
هزینه بالا
تجهیزات اصلی جوشکاری فراصوت به طور قابل توجهی گرانتر از تجهیزات جوشکاری سنتی است. تلاش برای کاهش هزینهها با استفاده از ماشینهای ارزانتر گزینه مطمئنی نیست، زیرا دستگاههای ارزان قیمت به دلیل تجهیزات با کیفیت پایین، چندان قابل اعتماد نیستند. اگر شرکت شما قصد استفاده از فناوری جوشکاری اولتراسونیک را دارد، بهترین گزینه سرمایه گذاری در تجهیزات جوشکاری فراصوت با کیفیت بالا و نظارت بر فرآیند، گزینههای اتوماسیون و همراه با سابقهی درخشان است.
جمع بندی
جوشکاری التراسونیک یک فرایند اتصال حالت جامد است که با ایجاد ارتعاشات فراصوت، باعث تغییر شکل محل اتصال و ایجاد یک پیوند مستحکم بین قطعات می شود. این تکنیک برای بسیاری از پلیمرها، فلزات و ترکیبات نامتعارف استفاده می شود. این روش مزایای عمده ای دارد که استفاده از آن را برای بسیاری از صنایع تولید قطعات پلاستیکی همچون صنایع برق، الکترونیک، خودرو، هوافضا و پزشکی به گزینه ای ایده آل تبدیل می کند. همچنین آلیاژهایی همانند مس، آلومینیوم و نیکل که نرم تر هستند، جوش پذیری مناسبی با استفاده از این روش ارائه می دهند.
منابع
https://iran-mavad.com/?p=4122
پسورد فایل فشرده : www.iran-mavad.com
دانلود
جوشکاری فراصوتی (التراسونیک)
656Kb
pdf






دیدگاه کاربران
جزوه طرح ریزی کیفی جوش را دارید؟
دستتون درد نکنه برای تحتقیق نیاز به یه سایت عالی ذاشتم که سایت شما رو دیدم
انقد خوب بود که نمره کامل گرفتم
منبع هم گفتم