

 جدید
جدیدانواع الکترودهای فولاد ساده کربنی برای جوشکاری SMAW
بدون شک اگر شما یک مهندس متالورژ باشید، با فولادهای ساده کربنی آشنایی دارید. دسته ای از فولادها که کربن، عنصر اصلی سازنده آن هاست و از آن جهت به آن ساده می گوییم که به جز عنصرکربن، درصد سایر عناصر آلیاژی آنها چندان چشمگیر نیست. به منظور جوشکاری فولادهای ساده کربنی، آگاهی از درصد کربن و سایر عناصر آلیاژی، سرعت سرد کردن، نوع عملیات حرارتی فولاد و … ضروری است. به عبارت دیگر برای جوشکاری، آشنایی با گرید و شناسنامه فولاد لازم است.
7
دقیــقه مطالعه
انواع الکترودهای فولادی کم آلیاژ برای جوشکاری قوس الکتریکی دستی
الکترود فولادی کم آلیاژ خانواده ای از الکترود جوشکاری است که برای جوشکاری قوس ال...
در این مطلب قصد داریم به معرفی انواع الکترود فولاد ساده کربنی که در جوشکاری قوس الکتریکی دستی (SMAW) مورد استفاده قرار میگیرند، بپردازیم. مبنای دسته بندی ما برای این الکترودها بر اساس نوع جریان جوشکاری (AC/DC، مستقیم، معکوس)، نوع روکش، وضعیت جوشکاری (تخت، قائم یا افقی) و خواص مکانیکی فلز جوش خواهد بود.
در جدول زیر، الکترودهای مصرفی برای این دسته از فولادها را به همراه وضعیت جوشکاری و نوع جریان قابل استفاده مشاهده می کنید. این دسته بندی توسط انجمن جوشکاری آمریکا (AWS) صورت گرفته است. برای آشنایی بیشتر شما با این جدول، در زیر آن تعریف علائم اختصاری که در این جدول ارائه شده را نیز آورده ایم.
7
دقیــقه مطالعه
مجموعه کامل استانداردهای AWS (انجمن جوشکاری آمریکا) و AWS D1.1 همراه با ترجمه فارسی
انجمن جوشکاری آمریکا (به انگلیسی: American Welding Society، AWS) یک موسسه علمی غ...
| الکترود | نوع روکش | وضعیت جوشکاری | نوع جریان |
| E6010 | سلولوزی سدیم بالا | F,V,OH,H | DCEP |
| E6011 | سلولوزی پتاسیم بالا | F,V,OH,H | DCEP/AC |
| E6012 | اکسید تیتانیومی سدیم بالا | F,V,OH,H | DCEN/AC |
| E6013 | اکسید تیتانیومی پتاسیم بابا | F,V,OH,H | AC/DCEP/DCEN |
| E6019 | اکسید تیتانیومی پتاسیم دار با اکسید آهن | F,V,OH,H | AC/DCEP/DCEN |
| E6020 | اکسید آهن زیاد | H FILLET,F | AC/DCEP/DCEN |
| E6022 | اکسید آهن زیاد | F,H | AC/DCEN |
| E6027 | اکسید آهن زیاد و پودر آهن | H FILLET,F | AC/DCEP/DCEN |
| E7014 | پودر آهن و اکسید تیتانیوم | F,V,OH,H | AC/DCEP/DCEN |
| E7015 | کم هیدروژن، سدیمی | F,V,OH,H | DCEP |
| E7016 | کم هیدروژن، پتاسیمی | F,V,OH,H | DCEP/AC |
| E7018 | کم هیدروژن، پتاسیمی و پودر آهن | F,V,OH,H | DCEP/AC |
| E7018M | کم هیدروژن و پودر آهن | F,V,OH,H | DCEP |
| E7024 | پودر آهن و اکسید تیتانیوم | H FILLET,F | AC/DCEP/DCEN |
| E7027 | اکسید آهن زیاد و پودر آهن | H FILLET,F | AC/DCEN AC/DCEP/DCEN |
| E7028 | کم هیدروژن پتاسیومی و پودر آهن | H FILLET,F | DCEP/AC |
| E7048 | کم هیدروژن پتاسیومی و پودر آهن | F,OH,H V-DOWN | DCEP/AC |
دقت داشته باشید، الکترودهایی که در این جدول با علامت قرمز مشخص شده اند، بالاترین انعطاف پذیری، مقاومت به ضربه، مقاومت در برابر رطوبت و عدم نفوذ پذیری هیدروژن را در این خانواده دارند.
جدول زیر استحکام کششی، تنش تسلیم و انعطاف پذیری خانواده الکترود فولاد ساده کربنی را نشان می دهد.
| الکترود | حداقل استحکام کششی | تنش تسلیم | انعطاف پذیری(درصد) | ||
| KSI | MPa | KSI | MPa | ||
| E6010 | ۶۰ | ۴۱۴ | ۴۸ | ۳۳۱ | ۲۲ |
| E6011 | ۶۰ | ۴۱۴ | ۴۸ | ۳۳۱ | ۲۲ |
| E6012 | ۶۰ | ۴۱۴ | ۴۸ | ۳۳۱ | ۱۷ |
| E6013 | ۶۰ | ۴۱۴ | ۴۸ | ۳۳۱ | ۱۷ |
| E6019 | ۶۰ | ۴۱۴ | ۴۸ | ۳۳۱ | ۲۲ |
| E6020 | ۶۰ | ۴۱۴ | ۴۸ | ۳۳۱ | ۲۲ |
| E6022 | ۶۰ | ۴۱۴ | ۴۸ | ۳۳۱ | ۱۷ |
| E6027 | ۶۰ | ۴۱۴ | ۴۸ | ۳۳۱ | ۲۲ |
| E7014 | ۷۰ | ۴۸۲ | ۵۸ | ۳۹۹ | ۱۷ |
| E7015 | ۷۰ | ۴۸۲ | ۵۸ | ۳۹۹ | ۲۲ |
| E7016 | ۷۰ | ۴۸۲ | ۵۸ | ۳۹۹ | ۲۲ |
| E7018 | ۷۰ | ۴۸۲ | ۵۸ | ۳۹۹ | ۲۲ |
| E7024 | ۷۰ | ۴۸۲ | ۵۸ | ۳۹۹ | ۱۷ |
| E7027 | ۷۰ | ۴۸۲ | ۵۸ | ۳۹۹ | ۲۲ |
| E7028 | ۷۰ | ۴۸۲ | ۵۸ | ۳۹۹ | ۲۲ |
| E7048 | ۷۰ | ۴۸۲ | ۵۸ | ۳۹۹ | ۲۲ |
| E7018M | ۷۷-۷۰ | ۵۳۱-۴۸۲ | ۷۲-۵۳ | ۳۶۵-۴۹۶ | ۲۴ |
شماره گذاری الکترود فولاد ساده کربنی بر اساس استاندارد AWS

وضعیت جوشکاری (دومین رقم از سمت راست) | |
EXXIX | برای تمام وضعیت ها به غیر از سرازیر |
EXX2X | وضعیت های تخت و افقی |
EXX3X | تخت |
EXX4X | تخت، سقفی، افقی، عمودی سرازیر |
نوع الکترود (رقم سمت راست) | ||
جنس الکترود | نماد | نوع پوشش |
سلولزی | EXXX0 | پوشش سلولوزی سدیم دار |
رتیلی | EXXX2 | پوشش اکسید تیتانیوم، سدیم دار |
قلیایی | EXXX5 | پوشش کم هیدروژن دار، سدیم دار |
اسیدی | EXXX7 | پوشش اکسید آهن محتوی پودر آهن |
پودر آهن | EXXX8 | پوشش کم هیدروژن حاوی پودر آهن |
آزمایشات معمول روی الکترودهای خانواده SFA-5.1
تست لایه انباشته شده از فلز جوش
از این تست به منظور آگاهی از ترکیب شیمیایی فلز جوش استفاده می شود.

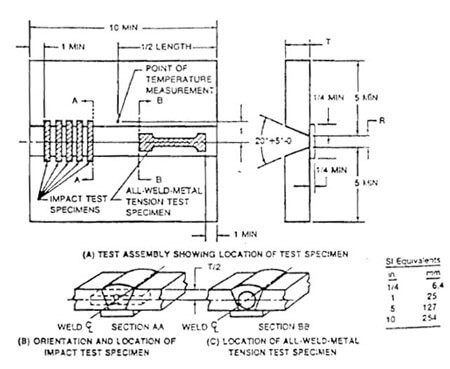
تست سلامت فلز جوش الکترود فولاد ساده کربنی
از یک جوش لب به لب با پخ V شکل برای آزمایش خواص مکانیکی و سلامت فلز جوش استفاده می شود. مطابق شکل زیر یک نمونه آزمون کشش در طول جوش و ۴ نمونه آزمون خمش عمود بر خط جوش قرار می گیرد.
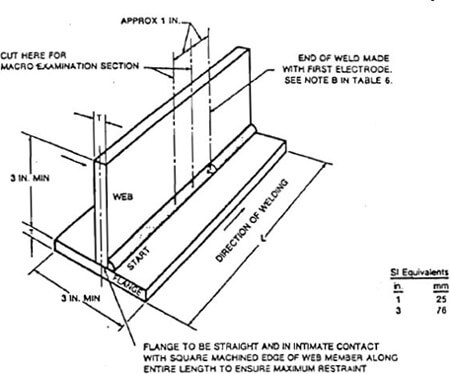
تست سلامت الکترود الکترود فولاد ساده کربنی
به منظور آزمایش قابل استفاده بودن و سهولت کار با الکترود، از یک جوش گوشه مطابق شکل زیر استفاده می شود.
تست های مربوط به الکترود E6022
از یک جوش تخت، لب به لب با یخ V شکل، برای انجام آزمایشات کشش عرضی (عمود بر خط جوش) و آزمایش خمش طولی (به موازات خط جوش) برای جوشکاری یک پاسی با الکترود E6022 استفاده می شود.

تست های مربوط به الکترود E7018 M
از یک جوش تخت، لب به لب با پخ V شکل، برای انجام آزمایشهای مکانیکی الکترود E7018 M استفاده می شود. بدین منظور از عدد نمونه کششی طولی (به موزازات طول چرخش) و چهار عدد نمونه خمشی (عمود بر خط جوش) استفاده می شود.

آنالیز شیمیایی فلز جوش هنگام استفاده از الکتروهای خانواده SFA-5.1
| الکترود | عدد UNS | کربن | منگنز | سیلیسیم | فسفر | گوگرد | نیکل | کروم | مولیبدن | وانادیم |
| E6010 | W06010 | استاندارد تهیه نشده | ||||||||
| E6011 | W06011 | |||||||||
| E6012 | W06012 | |||||||||
| E6013 | W06013 | |||||||||
| E6019 | W06019 | |||||||||
| E6020 | W06020 | |||||||||
| E6022 | W06022 | |||||||||
| E6027 | W06027 | |||||||||
| E7016 | W07016 | استاندارد تهیه نشده | ۱/۶ | ۰/۷۵ | استاندارد تهیه نشده | ۰/۳ | ۰/۲ | ۰/۳ | ۰/۰۸ | |
| E7018 | W07018 | |||||||||
| E7027 | W07027 | |||||||||
| E7014 | W07014 | استاندارد تهیه نشده | ۰/۹ | ۱/۲۵ | استاندارد تهیه نشده | ۰/۳ | ۰/۲ | ۰/۳ | ۰/۰۸ | |
| E7015 | W07015 | |||||||||
| E7024 | W07024 | |||||||||
| E7028 | W07028 | استاندارد تهیه نشده | ۰/۹ | ۱/۶ | استاندارد تهیه نشده | ۰/۳ | ۰/۲ | ۰/۳ | ۰/۰۸ | |
| E7048 | W07048 | |||||||||
| E7018 M | W07018 | ۰/۱۲ | ۰/۸ | ۰/۴-۱/۶ | ۰/۰۳ | ۰/۰۲ | ۰/۲۵ | ۰/۱۵ | ۰/۳۵ | ۰/۰۵ |
انجمن های SAE و ASTMیک سیستم مشترک تانگذاری برای فلزات و آلیاژهای آن ها تدوین کرده اند که به نام سیستم UNS معروف است. دقت داشته باشید که برای به دست آوردن فلز جوش، از جریان DCEN استفاده می شود و کل مقادیر فلزات کروم + نیکل + منگنز + وانادیوم + مولیبدن نباید از ۱/۷۵ درصد تجاوز کند.
Cr + Ni + V + Mo ≤۱٫۷۵
تأثیر رطوبت بر روکش الکترود
قرار گرفتن الکترود فولاد ساده کربنی در معرض رطوبت مشکلات زیادی برای آن به وجود می آورد و باعث تخریب الکترود می گردد. الکترودهای قلیایی به طور معمول اگر یک شبانه روز درمعرض رطوبت بالا قرار گیرند، کاملا مرطوب شده و غیر قابل استفاده می شوند. پیشنهاد شده که برای چلوگیری از آسیب و تخریب الکترود، رطوبت هوا باید کمتر از ۴۰ درصد باشد.
در جدول زیر می توانید مقدار رطوبت مجاز روکش انواع الکترودهای فولادی خانواده ۱٫۵-SFA را مشاهده کنید.
| الکترود | مقدار رطوبت مجاز موجود در روکش | رطوبت نسبی هوای انبار در دمای ۲۶۶ درجه سانتیگراد | حرارت توصیه شده برای oven | درجه حرارت درباره خشک کردن در زمان یک ساعت |
| E6010 | ۵/۳-۵/۵ | ۲۰-۶۰ | – | – |
| E6011 | ۲-۴ | ۲۰-۶۰ | – | – |
| E6011-E6012-E6013 | ۱> | ۶۰≥ | ۴۸-۳۷ | ۱۳۵ |
| E6027-E7014-E7024 | ۰/۵> | ۶۰≥ | ۴۸-۳۷ | ۱۳۵ |
| E7015-E7016 | ۰/۴> | ۵۰≥ | ۵۵-۱۶۵ | ۲۹۰ |
| E7018-E7028 | ۰/۶> | ۵۰≥ | ۵۵-۱۶۵ | ۳۴۵ |
همان گونه که درجدول بالا مشاهده می کنید، الکترودهای با روپوش سلولزی ۲ تا ۱۵ برابر بیش از سایر الکترودها مجاز به دریافت و جذب رطوبت هستند، نگهداری آسان تری نیاز دارند و در عین حال، نیازی به پخت مجدد ندارند. بنابراین تا زمانی که مقدار رطوبت آن ها از حد مجاز بیشتر نشود، قابلیت جوشکاری مناسبی خواهند داشت.
الکترودهای با روپوش رتیلی و اسیدی نیز شرایط مشابهی در برابر میزان رطوبت از خود نشان می دهند. دمای نگه داری آن ها در انبار باید بین ۳۷ تا ۴۸ درجه سانتیگراد باشد و پس از بازکردن جعبه برای استفاده مجدد، در ۱۳۰ تا ۱۴۰ درجه سانتیگراد، پخت مجدد شوند.
درجه حرارت دوباره خشک کردن الکترودها، به ترکیب، نوع و ضخامت روکش بستگی دارد. روکش های قلیایی و به ویژه قلیایی محتوی پودر آهن (کم هیدروژن)، حساس ترین الکترودهای این خانواده به حساب می آیند. برای نگه داری ای الکترودها، باید دمای انبار یا OVEN بین ۵۵ تا ۱۶۵ درجه سانتی گراد حفظ شود، درغیر این صورت برای پخت مجدد آنها باید دما را تا ۳۳۵ تا ۳۵۵ درجه سانتی گراد بالا برد!
دقت داشته باشید که برای برای جلوگیری از دوباره خشک کردن، نباید الکترودها را برای مدتی بیش از ۱ ساعت بیرون از کوره نگه دارید. گرچه سازندگان معتبر، الکترودهای قلیایی را که به طور خصوصی خشک شده اند، در لایه محافظی از پوشش پلاستیکی بدون حضور هوا و جعبه های مقوایی مخصوص بسته بندی می کنند.
علاوه بر رطوبت مستقیم هوا، عمل تقطیر رطوبت نیز به الکترودها آسیب می رساند. اگر اختلاف زیادی بین حداکثر و حداقل درجه حرارت شبانه روز باشد، مغزی فولادی الکترود که تحت گرمایش و سرمایش قرار می گیرد، تشکیل شبم می دهد که پاکت الکترود را خیس کرده و جذب روکش الکترود خواهد شد.
شاید علاقمند باشید: انواع دستگاه ها و ابزار جوشکاری
راهنمای تشخیص کیفیت الکترود
هر جوشکار ماهر ، باید با چگونگی تشخیص الکترودهای مرطوب آشنایی داشته باشد. در صورتی که امکانات آزمایشگاهی در دسترس نباشد، می توانید از روش های زیر برای تشخیص مرطوب بودن الکترود استفاده کنید:
یک دسته الکترود را بین انگشت شست و انگشت نشان دو دست قرار دهید و آنها را به آهستگی تکان دهید. در صورت خشک بودن الکترود، برخورد آن ها صدای تیزی تولید می کند. اما در صورت مرطوب بودن، صدا بم خواهد بود. این اختلاف صدا برای الکترودهای قلیایی که به رطوبت حساس ترند، به مراتب بیشتر است.
راه عملی دیگر، ملاحظه جرقه ها و پاشش و گوش دادن به صدای جوشکاری الکترود است. در صورتی که میزان پاشش از حد معمول بیشتر و صدای جوشکاری به صورت صدای ترکیدن حباب و انفجارات خفیف باشد، الکترود مرطوب خواهد بود. یعنی الکترود، به طور یقین مرطوب است.
راه سوم شناسایی الکترود مرطوب این است که اگر در هنگام جوشکاری زمانی که نیمی از یک شاخه الکترود ذوب و استفاده شده، الکترود را مشاهده کنید، ترک های طولی در روکش آن (از نوک به طرف انبر) مشاهده خواهید کرد که نشان دهنده بالا بودن رطوبت آن است.






دیدگاه کاربران