


 جدید
جدیدالکترود جوشکاری (سیم جوش) و انواع آن
مقدمه
در بسیاری از روش های جوشکاری، نمی توان با حرارت مستقیم، دو قطعه را به هم متصل کرد. به همین جهت از مفتولی استفاده می شود که با ذوب شدن، بتواند فضاهای بین دو قطعه را پر کند و سبب اتصال آنها شود که به آن الکترود (سیم جوش) می گوییم. این مفتول فلزی به نوعی نقش چسب را در اتصالات جوشکاری بازی می کند و در برخی موارد، جوشکاری بدون استفاده از آن غیر ممکن است! در این مقاله با شما را با سیستم شماره گذاری و نکاتی که در هنگام انتخاب و خرید الکترود باید در نظر بگیرید، آشنا خواهیم کرد....
الکترود چیست؟
سیم جوش یا الکترود سیمی فلزی است که برای جوشکاری و اتصال دو قطعۀ فلزی به کار می رود. این سیم از یک مفتول و لایهای تشکیل شده است که فلاکس نامیده میشود. فلاکس نه تنها مفتول میانی الکترود را پوشش میدهد، بلکه باعث پایداری قوس، ایجاد اتمسفر محافظ، سرباره و طولانی کردن زمان خنکسازی هم میشود.
دسته ای از سیم جوش ها ذوب نمی شوند؛ مانند الکترودهای مسی در جوش مقاومتی یا جوش نقطه ای. لازم به ذکر است در جوشکاری TIG هم الکترودهای تنگستن فقط قوس ایجاد کرده و خود ذوب نمی شوند و الکترودهای ذغالی در برشکاری و شیارزنی هم مصرف نشدنی هستند. اما دستۀ دیگر سیم جوش ها ذوب شده و فلز جوش را به وجود می آورند. سیم جوش ها از قطر ۲ تا ۸ میلی متر و با طول ۲۵ و ۳۰ و ۳۵ و ۴۵ ساخته می شوند
دسته بندی الکترودها
در صنعت الکترودها را بر اساس معیارهای مختلفی طبقه بندی می کنند در این بخش به آنها اشاره میکنیم:
طبقهبندی بر اساس جنس
به طور کلی متریال مورد استفاده در ساخت هسته الکترود را به دو گروه عمده تقسیم می کنند:
- گروه آهنی (نظیر فولاد)
- گروه غیر آهنی(نظیر مس، آلومینیوم، نیکل)
طبقهبندی بر اساس شکل ظاهری
اصولا الکترودها از نظر شکل ظاهری به دو دسته تقسیم می شوند :
- الکترودهای پوشش دار
- الکترودهای بدون پوشش
تمامی الکترودهای مصرفی جوش برق پوشش دار هستند و الکترودهای بدون پوشش در جوشکاری گاز یا همان جوش آرگون و جوش CO2 مصرف می شوند.
طبقهبندی بر اساس ضخامت پوشش
بر اساس ضخامت، می توان سیم جوشها را در ۴ دسته پوشش تازک، متوسط، ضخیم و خیلی ضخیم قرار داد.
طبقه بندی بر اساس جنس پوشش
بر اساس جنس، الکترودها انواع مختلفی می توانند داشته باشند. از مهم ترین آن ها می توان به پوشش اسیدی، قلیایی، روتیلی و سلولزی اشاره کرد که به دلیل اهمیت آنها، در این بخش بیشتر به بررسی آنها میپردازیم.
سیم جوش با پوشش اسیدی
این نوع پوشش شامل اکسیدها، کربنات های منگنز، آهن و مقداری سیلیسیم است. پوشش اسیدی سبب میشود که سربارهای حجیم و روان در هنگام جوشکاری ایجاد شود که در نتیجه جوشی با ظاهری صاف و تمیز به دست میآید. سرباره از روی جوش به راحتی جدا میشود و با هر دو نوع جریان یکنواخت و متناوب قابل استفاده است.
سیم جوش با پوشش قلیایی
پوشش های قلیایی عمدتا از کربنات کلسیم، فلوئورید و فلداسپار تشکیل شده اند. رطوبت کمی که این نوع پوششها دارند سبب می شود اندکی هیدروژن به درون جوش نفود کند. این نوع پوشش برای فولادهای کم آلیاژ و پر آلیاژ مناسب است و خواص مکانیکی خوبی دارد. اما برای جوشکاری حتما خشک باشد و بنابراین بایستی آن را پیشگرم کرد.
سیم جوش با پوشش روتیلی
اکسید تیتانیوم (روتیل) ترکیب اصلی الکترود روتیلی است. این سیم جوش سرباره ای غلیظ به وجود می آورد؛ بنابراین برای جوش های نبشی، افقی و عمودی مناسب است. به رطوبت حساسیت بسیار کمی دارد و در هنگام جوشکاری پاشیدگی و ترشحات ایجاد می کند. ار خواص دیگر آن، می توان به موارد زیر اشاره کرد:
- ایجاد قوس آرام با نفوذ کمتر به واسطه داشتن پتاسیم
- نفوذ جوش متوسط
- گرده جوش ظریف
- قابلیت جدا شدن آسان سرباره
سیم جوش با پوشش سلولزی
پوشش این سیم جوش، از جنس سلولز است. این نوع الکترودها قدرت یونیزه شدن بالایی دارند و بهترین عمق نفوذ را ایجاد میکنند. در موقعیت های مختلف جوشکاری می توان از این نوع الکترودها استفاده کرد. پوشش های سلولزی در حین جوشکاری مقدار زیادی گاز هیدروژن آزاد می کنند؛ بنابراین مکان جوش مستعد ترک خوردگی میشود. از دیگر معایب آن می توان به سطح جوش خشن، دود زیاد و پاشش فراوان اشاره کرد.

چگونه یک سیم جوش را با توجه به علامت آن شناسایی کنیم؟
انجمن جوش آمریکا (AWS) علامت های اختصاری سیم جوش ها را تحت قوانین مشخصی تهیه و تدوین کرده است. بدین ترتیب که اولاً بر روی جعبه های الکترود حروف اختصاری AWS و ASTM نوشته می شود. این دو انجمن معتبر بین المللی بر روی ساخت و نوع ترکیب شیمیایی پوشش و جنس فلز الکترود نظارت دقیق دارند.
به غیر از حروف اختصاری یاد شده علایم دیگری وجود دارند که نحوه اجرا و مقاومت جوش را بیان می کنند؛ برای مثال فرض می کنیم روی سیم جوشی عبارت E6010 نوشته شده باشد.
- علامت اول (E): این علامت مشخص می کند که کاربرد الکترود برای جوشکاری قوس الکتریکی است.
- علامت دوم (۶۰): این علامت مقاومت ماکزیمم یا تنش UTS فلز جوش را نشان می دهد و ممکن است اعداد ۶۰ یا ۷۰ یا ۸۰ یا ۹۰ باشد. (۶۰ به معنای ۰۰۰ psi و ۷۰ به معنی ۷۰٫۰۰۰ psi و… است.)
- علامت سوم (۱): این علامت حالت جوشکاری را مشخص می کند و همیشه این علامت ۱ یا ۲ یا ۳ است. از الکترودهایی که علایم سوم آن ها ۱ باشد، می توان در تمام حالت های جوشکاری استفاده کرد. الکترودهایی که علامت سوم آن ها ۲ باشد، تنها در حالت سطحی یا تخت مورد استفاده قرار می گیرند. الکترودهایی که علامت سوم آن ها ۳ باشد، فقط در حالت سطحی قابل استفاده هستند.
- علامت چهارم: شمارۀ آخر، نوع جریان، نوع پوشش، شرایط قوس و نفوذ را مطابق جدول زیر نشان می دهند.

بعد از آخرین عدد از سمت چپ یا اولین عدد از سمت راست کد الکترود ممکن است یک حرف اندیس دار مثل A1،B1 ، D2 و … باشد که مربوط به الکترودهای فولادی کم آلیاژ است که درصد و نوع عنصر آلیاژی را مطابق جدول زیر نمایش می دهد.
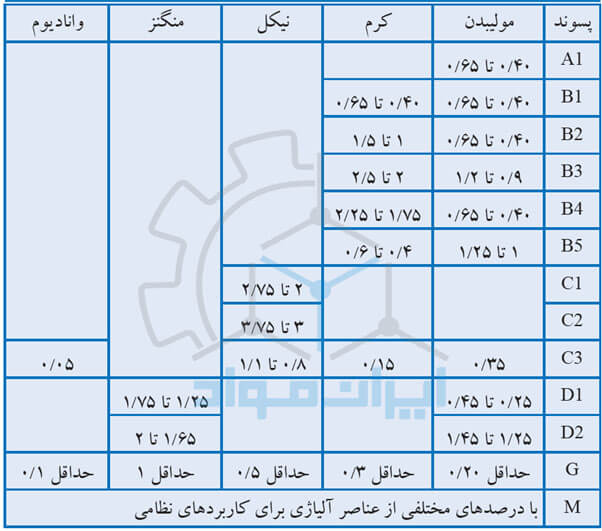
شناسایی الکترودهای فولادی آلیاژی کروم-نیکل دار
این الکترود بر اساس شماره فولاد با یک عدد سه رقمی بیان می شود؛ مثلاً E308 . بر اساس استاندارد AISI الکترود E308L یعنی الکترود قلیایی که درصد کربن آن ناچیز است. حرف L به معنیLow Carbon است.
در خصوص الکترودهای روپوش دار آلومینیوم بعد از حرف E شماره آلومینیوم بر اساس استاندارد ۱ AISI نوشته میشود. مثل الکترود E4043 که مربوط به آلیاژ آلومینیوم است که ۴ تا ۶ درصد سیلیس دارد.
در مورد سایر الکترودها از علامت اختصاری جنس مغزی آنها استفاده می شود. مثلا الکترودهای نیکلی با حرف Ni مشخص می شوند؛ مثل ENiFe یعنی الکترود نیکلی که با درصدی آهن آلیاژ شده است و برای جوشکاری چدن خاکستری مناسب است یا الکترود مسی ECuSn الکترودی است که ۴٪ قلع و ۹۶ ٪ مس دارد و برای جوشکاری قطعات مسی و قطعات چدنی به کار می رود.
جدول زیر انواع مختلف پوشش های سیم جوش به همراه شماره هایشان، حالات جوشکاری و نوع جریان مورد نیاز را نشان می دهد.
حفاظت و نگهداری الکترود
سیم جوش ها باید طبق مقررات سازنده و با توجه به نوع روپوش آن ها نگه داری شوند. این محصولات باید از رطوبت و آسیب مکانیکی و آلودگی به روغن و چربی در امان باشند. برای تشخیص میزان رطوبت در الکترودها در صنعت دو راه وجود دارد:
- با وزن کردن دقیق قبل از خشک کردن و پس از آن، میزان رطوبت در الکترودها مشخص می شود.
- با قرار دادن چند عدد سیم جوش بین دست ها و مالش آن ها به هم نیز می توان به مرطوب بودن یا نبودن الکترود پی برد. چنان چه صدای مالش الکترودها به هم تیز و شبیه صدای فلزات باشد، الکترود خشک و چنان چه الکترود دارای رطوبت باشد، صدای آن ها خفه و بم است.
آلودگی الکترود به آب و روغن و چربی موجب می شود که این مواد در گرمای قوس تجزیه شده و تولید هیدروژن کنند. هیدروژن حاصل از تجزیه وارد فلز جوش شده و باعث شکست و یا مُک در جوش شوند.
ضربات مکانیکی به الکترودها باعث خُرد شدن و ترک دار شدن روکش آنها میشوند. در هنگام جوشکاری این روکش به صورت تکه ای از الکترود جدا میشود و باعث انحراف قوس میشود. لذا باید الکترودها را با احتیاط حمل و نقل کرد.
در هنگام انبار کردن سیم جوشها، به نکات زیر توجه داشته باشید:
دما: الکترودها باید در مکان گرم و خشک نگهداری شوند. به طور کلی، پیشنهاد شده که مکان انبار الکترود دمایی بالای ۱۰ درجه سانتیگراد داشته باشد.
رطوبت: الکترودها را باید به اندازه مصرف از انبار خارج کرده و در صورت لزوم در دستگاه خشک کن طبق دستور کارخانه سازنده خشک کرد.
توجه داشته باشید الکترودهایی که مدت زیادی از تولید آن ها گذشته و یا بیش از اندازه رطوبت دیده باشند، حتی اگر خشک شوند قابل استفاده نحواهند بود! چون مغز فلزی و پودر فلزی که داخل روپوش آنها است، زنگ می زند. توجه به این موضوع در خصوص سیم جوش های با راندمان بالا الزامی است.
نحوه انبارکردن: ترتیب چیدمان الکترودها در انبار باید به گونه ای باشد که به ترتیب ورود به انبار، مصرف شوند. استفاده از الکترودهای زنگ زده و سفیدک زده باعث ایجاد تخلخل و مک و در نتیجه کاهش کیفیت جوش میشود. برای صرفه جویی اقتصادی بهترین راه استفاده از این الکترودها برای انجام برشکاری به وسیله قوس الکتریکی است.
یک الکترود خوب چه ویژگیهایی باید داشته باشد؟
یک سیم جوش مناسب باید ویژگی هایی داشته باشد که در ادامه به مهم ترین آن ها اشاره می کنیم.
کیفیت سیمجوش
سیم جوش باید بدون ناخالصی و یا عیوب مکانیکی باشد. در غیر این صورت در حین عملیات جوشکاری استحکام خود را از دست می دهد، از هم می پاشد و اتصال را ناقص می کند. اخیرا انواعی از نوع کلافی به بازار آمدهاند که مکانیزم متفاوتی دارند.
در این حالت سیم جوش به طور مداوم از کلاف باز شده و توسط یک تزریق کننده خودکار به داخل حوضچه مذاب تزریق می گردد. این حالت جوشکاری، نیاز به مهارت اپراتور جوش را کاهش می دهد.
سرعت تغذیۀ بالا
بعضی از فرایندهای جوشکاری مثل GMAW و SMAW نرخ رسوب جوش بالایی دارند و جزو فرایندهای سریع شناخته میشوند. در این حالت لازم است الکترود به سرعت تزریق شود. بنابراین لازم است که خلوص بالایی داشته باشد و به خوبی نگهداری شود که در قسمت قبل در مورد آن صحبت کردیم. الکترودهای E6027 و E6028 از پرکاربردترین الکترودهای «چسبان» محسوب می شوند. سریع رسوب می کنند و پوشش سنگینی روی سیم ها ایجاد می کنند.
وجود دی اکسید کننده ها
دی اکسید کننده ها باعث کاهش عیوب برخی عیوب جوش مثل تخلخل میشوند. الکترودهای مختلفی با درصدهای مختلفی در بازار وجود دارند که بسته به نوع کاربرد می توانند مورد استفاده قرار گیرند.
عمق نفوذ
در کاربردهایی که نقطۀ اتصال دارای عمق زیادی باشد، لازم است الکترود از پوشش هایی ساخته شده باشد که دارای عمق نفوذ زیادی باشند. برای این کار می توان از الکترودهای سلولزی استفاده کرد.

راهنمای انتخاب و خرید سیم جوش
در هنگام خرید و استفاده از سیم جوش، به نکات زیر توجه کنید:
مهارت جوشکار: حتما لازم است از این موضوع اطمینان حاصل کنید که جوشکار شما توانایی کار با الکترود مورد نظر را دارد یا خیر.
ترکیب سیم جوش: واضح است با الکترود ۶۰۱۳ نمی توان قطعات چدنی را جوشکاری کرد. برای جوشکاری قطعات چدنی باید از الکترود های چدنی استفاده کرد. بنابراین هنگام انتخاب، حتما به ترکیب سیم جوش با دقت توجه کنید.
نوع جوشکاری: باید به سطح و سازۀ مورد نظر توجه داشته باشید. دقت کنید که سازه شما در چه حالتی قرار است جوشکاری شود و بر طبق همان، الکترود مناسب را انتخاب کنید. مثلا الکترودهایی که برای جوشکاری مناطق تخت ساخته شده اند، برای جوش سربالا قابل استفاده نیستند.
هزینۀ جوشکاری: الکترود مورد نیاز شما، باید با توجه به هزینۀ کلی پروژه خریداری شود.
قطر مناسب: توجه داشته باشید که قطر الکترود باید از ضخامت فلز جوشکاری کمتر باشد.
عمق نفوذ: اگر قصد اعمال جوش نفوذی دارید، حتما به درجۀ عمق نفوذ سیم جوش توجه کنید.
نوع سازه: بدیهی است که جوشکاری سازه های ساختمانی و خطوط لولۀ گاز، بسیار مهم تر از کاربردهای سبک تر خانگی هستند. بنابراین در الکترود و کیفیت آن، باید اهمیت اتصال را در نظر بگیرید.
https://iran-mavad.com/?p=32979
برای دریافت فایل ها با گوشی همراه، دکمه دانلود را برای چند لحظه فشرده و در یک صفحه جدید فایل مربوطه را دانلود نمایید.
پسورد فایل فشرده : www.iran-mavad.com
دانلود
الکترود جوشکاری
۸۱۰ کیلوبایت
PDF
دانلود
الکترودها، شکل فلز جوش در اتصالات و ساختار منطقه جوش
۱،۹۳ مگابایت
PDF
دانلود
جزوه الکترودهای جوشکاری
1.93MB
PDF













دیدگاه کاربران
بادرود وسپاس
موفق و پاینده باشید.