



آبکاری و تکنیک های آن
مقدمه
آبکاری یکی از قدیمیترین و متداولترین روشهای ایجاد پوششهای فلزی بر سطح اجسام است. جالب است بدانید که این روش قدمتی هزار ساله دارد و همچنان نیز در عرصه تولید پوشش های نانو رو به رشد است. آبکاری در صنعت تا حدی رایج است که معمولا مرحله آخر تولید بسیاری از محصولات به شمار میآید. در کنار تمامی جنبههای مهندسی آبکاری، عموما این روش به عنوان یک هنر نیز شناخته میشود چرا که برای براق و درخشان کردن سطح اجسام نیز به کار میرود. اگر علاقهمند هستید تا با روشهای آبکاری در صنعت آشنا شوید، این مقاله را مطالعه کنید ...
آبکاری چیست؟
آبکاری یک روش شیمیایی یا الکتروشیمیایی به منظور ایجاد پوشش فلزی بر روی سطح اجسام است. به بیانی علمیتر، آبکاری فرآیندی است که طی آن یک لایه نازک از یونهای فلزی بر سطح شیء دیگری رسوب داده میشود. احتمالا شما این عمل را از قبل با نام ترسیب میشناسید. معمولا آبکاری با فلزاتی نظیر نیکل، کروم، مس، روی، کادمیوم، قلع، نقره، طلا و دیگر فلزات پلاتینی انجام می شود.
سطح قطعات آبکاری شده عموما براق و زیباست و همین ویژگی است که آن را تا این حد نسبت به سایر روشهای پوششدهی برجسته میکند. در واقع پوششهای آبکاری هم با هدف بهبود دوام و مقاومت و هم به منظور زیبایی ظاهری و بالا بردن کیفیت سطحی به کار میرود. به همین دلیل هم در بسیاری از کارخانههای تولیدی قطعات را نهایتا آبکاری میکنند تا از کیفیت سطحی خوبی برخوردار باشند. شیرآلات، دستگیرهها، ظروف تزئینی و بسیاری از وسایلی که در اطرافتان سطح براق و زیبایی دارند، همگی آبکاری شدهاند.
دقت داشته باشید که فرآیند پوششدهی به روش آبکاری صرفا مخصوص فلزات نیست و برای اجسام پلیمری نیز به کار میرود.
آبکاری از چه نظر اهمیت دارد؟
بسیاری از مواد فلزی و غیرفلزی که در صنایع مختلف استفاده میشوند، مقامت مطلوبی در برابر عوامل شیمیایی و خوردگی ندارند. پس چاره چیست؟ ممکن است پاسخ شما این باشد که به سراغ مواد مقاومتر برویم. ولی استفاده از مواد مقاوم در بسیاری از صنایع امکان پذیر نیست، چرا که هزینه نهایی محصول به طور چشمگیری زیاد خواهد شد.
فرض کنید قرار بود قوطیهای کنسروها را با فلزات بسیار مقاوم میساختند تا در طول زمانی که ماده غذایی در آن است، آسیب نبیند. در این صورت باید برای خرید یک قوطی رب هزینه بسیار زیادی پرداخت میکردید. پس باید به سراغ روشهای ارزانتری مانند آبکاری رفت…
آبکاری به تولیدکنندگان این امکان را میدهد تا بتوانند برای تولید محصولات از آلیاژهای ارزان قیمتی چون فولاد استفاده کنند و در عین حال با ایجاد پوششهای نازک فلزی به مقاومت مناسبی هم دست پیدا کنند. با این کار نه تنها با هزینه کمی محصول مقاومی تولید میکنند، بلکه ظاهری زیبا و درخشان نیز به آن میبخشند.
به عنوان مثال قوطیهای کنسروی معمولا از ورقهای فولادی آبکاری شده با قلع تولید میشوند تا با کمترین هزینه مقاومت کافی حاصل شود.
هدف از آبکاری را میتوان در تصویر زیر خلاصه کرد:

آبکاری چگونه انجام میشود؟
برای آبکاری اجسام روشهای متعددی وجود دارد، ولی در همه این روشها شیء مورد نظر را درون محلولی از یونهای فلزی قرار میدهند. این یونها در واقع یونهای فلزی هستند که میخواهیم جسم با لایه نازکی از آن پوشیده شود.
برای انجام فرآیند آبکاری، یونهای محلول فلزی با استفاده از یک نیروی محرکه بر روی سطح مورد نظر ترسیب (deposit) میشوند. نیروی محرکه برای ترسیب یونها میتواند جریان برق و یا انجام یک سری واکنشهای شیمیایی باشد. بنابراین روشهای آبکاری را میتوان در دو گروه کلی قرار داد:
1) آبکاری الکتریکی با اعمال جریان برق
2) آبکاری شیمیایی بدون اعمال جریان
در ادامه به توضیح هر کدام از این روشها می پردازیم.
آبکاری الکتریکی با اعمال جریان برق (الکتروپلیتینگ/ الکترولیز)
الکتروپلیتینگ یا آبکاری الکتریکی، فرآیند پوششدهی اجسام به کمک جریان برق است. این روش بر مبنای قوانین الکترولیز و الکتروشیمی صورت میگیرد.
همانطور که از قبل میدانید الکترولیز یا برقکافت، استفاده از جریان الکتریکی برای انجام واکنشهایی است که به طور خود به خودی انجام نمیشوند. به عبارتی در فرآیندهای الکترولیز، یونهای حل شده در محلول با اعمال جریان برق در جهت انجام واکنش مورد نظر تحریک میشوند.
اجزای اصلی در آبکاری الکتریکی
یک مجموعه آبکاری الکتریکی در واقع یک سلول الکتروشیمی است. بنابراین اجزای اصلی آن مانند سایر پیلهای الکتروشیمیایی عبارتاند از:
- آند
- کاتد
- حمام الکترولیت
در این روش جسمی که قرار است آبکاری شود، به قطب منفی منبع جریان متصل میشود. با این شیوه اتصال، جسم به کاتد تبدیل میشود و سطح آن محلی برای تجمع الکترونها خواهد بود. پس کاتد در آبکاری الکتریکی جسم آبکاری شونده است.
آندها در فرآیند آبکاری الکتریکی دو نقش اساسی دارند:
- یونهای فلزی مورد نیاز را تامین کنند.
- مدار الکتریکی را تکمیل کنند.
در آبکاری الکتریکی آندهای مورد استفاده میتوانند از نوع مصرفی و یا غیر مصرفی باشند. آندهای مصرفی با انحلال در الکترولیت، بیشتر یونهای فلزی مورد نیاز برای پوششدهی را فراهم می کنند. بنابراین در این صورت، آند مصرفی باید از جنس فلز رسوبی تهیه شود. باید دقت داشت که فقط فلزاتی که بتوانند از محلولهای آبی نمکهایشان احیا شوند، می توانند به صورت پوشش بر سطح فلز دیگر رسوب کنند.
در صورتی که از آندهای غیر مصرفی مانند سرب و یا کربن استفاده شود، میزان یون فلزی مورد نیاز برای پوششدهی باید به طور مکرر با افزودن نمکهای فلزی در حمام الکترولیتی تامین شود. البته این نوع آندها چندان در فرآیند آبکاری متداول نیستند.
رسوب یونهای فلزی و ایجاد پوشش
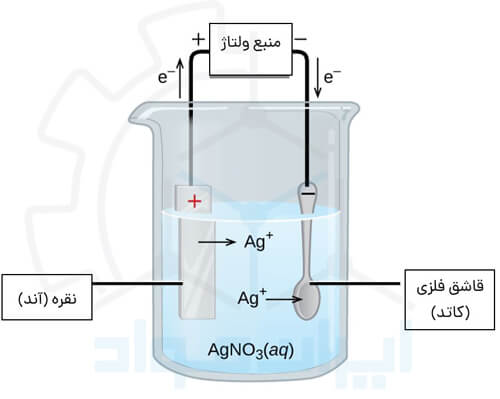
همانطور که گفته شد، جسم مورد نظر در آبکاری الکتریکی به کاتد تبدیل میشود. بنابراین با اعمال جریان برق، سطح آن مرکزی برای تجمع بارهای منفی است. این امر موجب میشود تا یونهای مثبت حل شده در محلول به سمت جسم جذب شوند و در نهایت بر سطح آن رسوب کنند. در نتیجه راسب شدن یونهای فلزی بر سطح جسم، یک پوشش نازک فلزی بر سطح آن ایجاد میشود.
در تصویر زیر فرآیند آبکاری الکتریکی با یک شماتیک ساده نشان داده شده است:
حمام های آبکاری الکتریکی
در فرایند آبکاری با جریان برق، الکترولیت بستری برای حرکت یونها است. چنین حمامی با در نظر گرفتن جنس مادهای که قرار است آبکاری شود و همچنین خواصی که از آبکاری انتظار داریم، انتخاب میشود.
اجزای اصلی در حمامهای آبکاری الکتریکی عموما اسیدها، بازها، نمکهای فلزی و نمکهای مذاب هستند.
میزان نمکهای فلزی در حمام آبکاری باید در حدی باشد تا غلظت کافی از یونهای فلزی در محلول تامین شود. علاوه بر میزان نمکها، انتخاب نوع نمک نیز امر بسیار مهمی است. در انتخاب نمک فلز مورد نظر باید دقت داشت که آنیون تشکیل دهنده نمک در آند دشارژ نشود.
از دیگر اجزای مهم در حمامهای آبکاری سیانیدها و اسیدهایی مانند سولفوریک اسید و هیدروکلریدریک اسید هستند.
انتخاب این که حمام آبکاری اسیدی باشد یا بازی کاملا وابسته به نوع نمکی است که استفاده میشود. به عنوان مثال برخی از نمکهای فلزی در محلول های قلیائی به صورت هیدروکسید رسوب میکنند. برای جلوگیری از این مشکل باید از محلولهای اسیدی استفاده کرد. یا در شرایطی که یونها به صورت کمپلکس در محلول وجود داشته باشند، ممکن است در محلول های اسیدی ناپایدار باشند و بنابراین باید از حمام قلیایی استفاده کرد.

پارامترهای تاثیرگذار در آبکاری الکتریکی اجسام
مهمترین پارامترهای تاثیرگذار در فرآیند آبکاری الکتریکی عبارتاند از:
- ولتاژ
- جریان
- دمای حمام
- زمان فرآیند
- ترکیب حمام آبکاری
سرعت انجام آبکاری تا حد بسیار زیادی وابسته به مقدار جریانی است که اعمال میشود. هر چقدر جریان اعمالی کمتر باشد، یونهای فلزی با سرعت کمتری بر روی روس سطح جسم رسوب میکنند. ساختار دانهبندی نهایی پوشش نیز تا حد زیادی وابسته به سرعت رسوب یونها است. معمولا پوششهایی که با اعمال جریانهای بالاتر بدست میآیند، ساختاری ریزدانهتر دارند. مجموعه پارامترهایی که گفته شد، ضخامت و کیفیت سطحی پوشش نهایی را در آبکاری الکتریکی تعیین میکند.
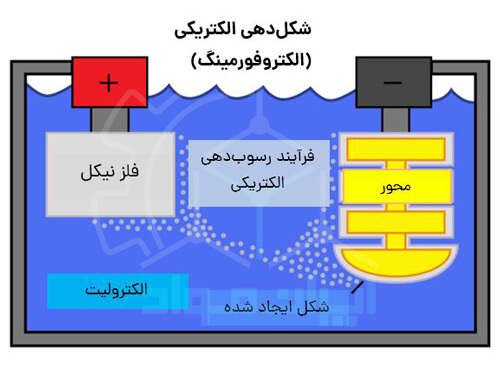
الکتروفورمینگ فرآِیندی مشابه با آبکاری الکتریکی
الکتروفورمینگ یا شکلدهی الکتریکی یک روش بسیار تخصصی برای تولید قطعات فلزی به با استفاده از فرایند رسوبدهی الکتریکی است. هدف در فرآیند الکتروفورمینگ نیز تحریک یونهای فلزی در محلول برای راسب شدن بر سطح فلزی دیگر است. برخی این روش را مستقیما زیر مجموعهای از آبکاری الکتریکی به حساب می آورند، چرا که مکانیزمی کاملا مشابه دارد. اما تفاوتی که بین الکتروفورمینگ با روش قبل یعنی الکتروپلیتینگ وجود دارد این است که در الکتروپلیتینگ یک لایه نازک فلزی بر سطح ایجاد می شود. ولی در الکتروفورمینگ ضخامت لایه ها بالاتر و حتی در بسیاری از موارد برای تولید قطعات فلزی به کار می رود. در این روش بر مبنای پدیده الکترولیز، یونهای فلزی بر روی یک محور رسوب می کنند. این محور باعث ایجاد شکل دلخواه در قطعه نهایی می شود. شماتیک این فرآیند در تصویر زیر نشان داده شده است:
آبکاری شیمیایی (الکترولس)
معمولا در صنایع، وقتی صحبت از آبکاری میشود، منظور آبکاری الکتریکی است. با این حال، روش دیگری نیز وجود دارد که با نام آبکاری شیمیایی و یا الکترولس شناخته میشود. معمولا در موارد خاصی که بخواهیم فرآیند آبکاری را بدون اعمال جریان برق انجام دهیم، به سراغ این روش میرویم.
اجزای اصلی حمامهای آبکاری شیمیایی عبارتاند از: محلول آبی، یونهای فلزی رسوب شونده، عوامل احیا کننده، عوامل کمپلکس کننده و پایدارکنندهها.
آبکاری به این روش در محدوده مشخصی از دما، pH محلول الکترولیت، غلظت یونهای فلزی و سایر افزودنیها انجام میشود. در آبکاری الکتریکی دیدیم که الکترونهای مورد نیاز برای انجام آبکاری با اعمال جریان برق تامین میشود. پس در فرآیند آبکاری شیمیایی که جریان برقی وجود ندارد، این الکترونها چگونه تامین میشوند؟
مکانیزم پوششدهی به روش الکترولس
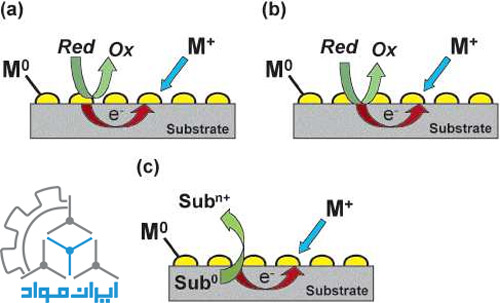
آبکاری الکترولس یک فرآیند احیای شیمیایی است که برای تامین الکترون به منبع جریان خارجی نیاز ندارد. این فرآیند شامل چندین واکنش همزمان در یک محلول آبی است و طی آن از عوامل احیاکنندهای استفاده میشود که الکترون مورد نیاز برای رسوب یونهای فلزی بر سطح جسم را فراهم میکنند. به عبارتی دیگر، یونهای فلزی با عوامل احیا کننده واکنش میدهند و الکترون مورد نیاز خود را از آنها دریافت میکنند تا بتوانند بر سطح فلز رسوب کنند. توجه داشته باشید که یونهای فلزی و عوامل احیاکننده فقط و فقط در حضور کاتالیزور با یکدیگر واکنش می دهند. بنابراین برای شروع واکنش احیاء، سطح فلز زیرلایه باید کاملا فعال شده باشد.
الکترولس نیکل یکی از رایجترین آبکاریهای شیمیایی است که در صنعت استفاده میشود. از متداولترین عوامل احیاکنندهای که عموماً در این نوع آبکاری مورد استفاده قرار میگیرد میتوان به هیپوفسفیت اشاره کرد.
آبکاری الکترولس به خصوص در زمینه آبکاری اجسام نارسانا مانند پلاستیکها کاربرد دارد.
در تصویر زیر مکانیزم آبکاری الکترولس با یک شماتیک ساده نشان داده شده است:
تفاوت های آبکاری الکتریکی و الکترولس
از آن جایی که آبکاری شیمیایی بدون استفاده از جریان الکتریکی انجام میشود، یونهای فلزی تجمع کاملا یکنواختی بر کل سطح خواهند داشت. آبکاری با اعمال جریان باعث میشود، یونهای فلزی تجمع بیشتری در گوشهها و یا مناطق نوک تیز داشته باشند. بنابراین در پوشش نهایی شاهد غیریکنواختی خواهیم بود. این در حالی است که در فرآیند آبکاری شیمیایی پوششی با ضخامت کاملا یکنواخت بدست میآید. این ویژگی به خصوص در آبکاری اجسامی که اشکال نامنظمی دارند، بسیار اهمیت پیدا میکند.
پوششهای آبکاری الکترولس عموما تخلخل کمتری نسبت به پوششها آبکاری الکتریکی دارند. بنابراین حفاظت بیشتری در برای خوردگی از خود نشان میدهند.
همچنین جوش پذیری، لحیم پذیری و سختی که پوششهای الکترولس بدست میدهند هم غالبا بیشتر است.
چه زمانی باید آبکاری به روش الکترولس را انتخاب کنیم؟
زمانی که قطعاتی با اشکال پیچیده و نامنظم داشته باشیم که ایجاد پوشش یکنواخت بر روی آن با آبکاری الکتریکی دشوار باشد، بهتر است به سراغ آبکاری الکترولس برویم.
یا اگر هدف اصلی از انجام آبکاری بر روی یک قطعه فقط بحث زیبایی نیست و بالا بردن مقاومت سطحی بیشتر در نظر است، پوششهای الکترولس انتخاب بهتری است چرا که ساختار نهایی عیوب و تخلخل کمتری دارد.
بنابراین هدف اصلی در آبکاری الکترولس افزایش مقاومت به خوردگی است نه صرفا بهبود ظاهر قطعات.
آمادهسازی قطعات را جدی بگیرید:
یکی از مهمترین مراحل در فرآیند آبکاری فلزات، آماده سازی اصولی سطح پیش از هر اقدام دیگری است. سطح جسمی که آبکاری میشود باید عاری از هر عیبی باشد تا پوشش ایجاد شده چسبندگی کافی به آن را داشته باشد. به این منظور باید سطح فلز کاملا تمیز و پرداخت شده باشد. بنابریان پیش از شروع آبکاری باید تمام لایههای اکسیدی، رسوبات و هرگونه آلودگی و لکههای روغنی را از بین ببریم.
متداول ترین عملیات آماده سازی نمونه برای آبکاری عبارتند از:
- سمبادهزنی و صیقلکاری
- چربیزدایی
- پرداختکاری ( از بین بردن تمام لایههای اکسیدی موجود)
- پاكسازی قليايی
- اسیدشویی
- سندبلاست
- خشک کردن
در ادامه به صورت موردی به آبکاری فلزات مختلف میپردازیم:
آبکاری با نیکل
نیکل از مهمترین فلزاتی است که در صنعت آبکاری استفاده میشود. آبکاری نیکل معمولا برای ایجاد یک لایه براق، جلای سطحی خوب و مقاومت در برابر خوردگی بر روی آلیاژهایی چون فولاد، برنج و حتی اجسام پلیمری به کار میرود.

مواد شیمیایی که در حمامهای آبکاری نیکل به کار میروند، عبارتنداز:
- نمکهای فلزی: معمولا از نمک سولفات نیکل استفاده میشود. ولی نمکهای کلرید نیکل و سولفامات نیکل نیز پرکاربرد هستند
- نمکهای رسانا: معمولا از کلرید نیکل استفاده میشود
- موادی که برای ثابت نگه داشتن pH اضافه میشوند: عمدتا از اسید بوریک استفاده می شود
- مواد جلوگیری کننده از حفرهدار شدن: معمولا از اکسیدکنندهها استفاده میشود
آبکاری با کروم
کروم از دیگر فلزاتی است که برای آبکاری اجسام بسیار مورد استفاده قرار میگیرد. سطوح آبکاری شده با کروم سطح بسیار براق و درخشانی دارند و به مرور زمان هم تیره نمیشوند. محلول که عموما برای آبکاری کروم استفاده میشود شامل CrO3 و یون سولفات است. در این محلول کروم به صورت اسید کرومیک وجود دارد. معمولا برای ایجاد یک لایه پایدار از کروم بر سطح یک جسم جریانهای زیادی نیاز است. قطعات آبکاری شده با کروم را میتوانید به وفور در خودروها، موتورسیکلتها و … ببینید.

آبکاری طلا و نقره
آبکاری طلا بیشتر در صنایع الکترونیک کاربرد دارد. قطعات الکترونیکی برای هزینه کمتر عموما از مس ساخته میشوند. روکش یک لایه نازک از طلا بر روی این قطعات مقاومت به خوردگی آنها را به طور چشمگیری افزایش میدهد.
بسیاری از فلزات و مواد دیگر نیز ممکن است برای مقاصد زینتی با طلا آبکاری شوند. یک مثال رایج، مدالهای طلاست. آبکاری طلا معمولا در بازسازی زیورآلات نیز کاربرد دارد.

آبکاری روی
آبکاری روی به ویژه برای فولادها بسیار متداول است. روی با ایجاد یک لایه محافظ بر روی فلز از اکسیداسیون آن جلوگیری میکند. در صورتی که این لایه هم آسیب ببیند، فلز روی به ویژه در مقابل آهن به عنوان یک آند فدا شونده عمل میکند و در نتیجه فلز خورده نخواهد شد. بسیاری از قطعات سخت افزاری کامپیوتری را روی آبکاری شدهاند.

آبکاری قلع
آبکاری قلع بهطور گستردهای هم برای حفاظت سطوح آهنی و هم برای فلزات غیر آهنی استفاده میشود. قلع غیر سمی و مقاوم در برابر خوردگی است و از این نظر در صنایع بستهبندی مواد غذایی بسیار کاربرد دارد. به این منظور عموما قوطی های کنسرو را با قلع آبکاری میکنند تا در برابر مواد غذایی مقاوم باشند.

آبکاری مس
فلز مس به دلیل نرمی، رسانایی الکتریکی عالی و جذب تنش های گرمایی در صنایع مختلف عموما به عنوان لایه زیرین قرار میگیرد. در بسیاری از موارد قبل از آبکاری فلزات دیگر بر فولادها ابتدا برای بهبود چسبندگی سطحی یک لایه مس بر آن آبکاری میکنند. به خاطر رنگ زیبای مس بسیاری از ظروف و اشیای تزئینی با مس آبکاری میشوند.

آبکاری پلاستیک
سطح اجسام در فرآیند آبکاری باید رسانا باشد. بنابراین در صورتی که بخواهیم با این روش مواد غیرفلزی را پوشش دهیم، باید حتما از قبل لایه ای رسانا بر سطح آن ها ایجاد کرده باشیم. به همین دلیل اجسام پلاستیکی را نمیتوانیم مستقیما آبکاری کنیم. آبکاری پلاستیک ها با فلزات متفاوتی انجام پذیر است. اما چه لزومی دارد پلاستیکها را آبکاری کنیم؟
در درجه اول آبکاری سطح قطعات پلیمری با فلزات براق و درخشان کیفیت سطحی و جذابیت محصولات را بسیار بالا میبرد. به تصویر زیر نگاه کنید تا تفاوت را بیشتر احساس کنید:

بسیاری از اجسام پلاستیکی را برای اهداف تزئیناتی با نیکل، نقره و یا حتی طلا آبکاری میکنند. آبکاری پلاستیکها با فلزات علاوه بر زیبایی آنها را در برابر خوردگی و تغییرات شیمیایی نیز مقاوم میسازد.
در کاربردهایی که نیاز به ایجاد رسانایی باشد، مثلا در صنایع الکترونیک، عموما قطعات پلاستیکی را با مس آبکاری میکنند. در ساخت بسیاری از تجهیزات داخل خودروها مانند دستگیرهها و … نیازی به ساخت آنها با فلزات نیست. اما آبکاری آنها با کروم ظاهری بسیار زیبا به داخل خودرو میبخشد.
منابع
- هندبوک مهندسی خوردگی، فصل 9 بخش پوششهای فلزی
- هندبوک ASM جلد 13 – بخش روشهای جلوگیری حفاظت از خوردگی، پوششدهی الکتروپلیتینگ
- سایت sharrettsplating.com
- سایت platinghome.com
- www.magiran.com
https://iran-mavad.com/?p=11957
برای دریافت فایل ها با گوشی همراه، دکمه دانلود را برای چند لحظه فشرده و در یک صفحه جدید فایل مربوطه را دانلود نمایید.
پسورد فایل فشرده : www.iran-mavad.com
دانلود
آبکاری پوشش نانوکامپوزیتی مس دی اکسید تیتانیوم
1.37MB
PDF














دیدگاه کاربران