


 جدید
جدیدتفسیر فیلم رادیوگرافی صنعتی (RTI)
تفسیر فیلم رادیوگرافی صنعتی

مقدمه
در مقاله تست رادیوگرافی RT به بررسی کامل اساس تست رادیوگرافی و مراحل مختلف این بازرسی پرکاربرد پرداختیم. علاوه بر تهیه و تولید فیلم های رادیوگرافی صنعتی با کیفیت بالا، یک بازرس باید در تفسیر فیلم رادیوگرافی نیز ماهر باشند. تفسیر فیلم رادیوگرافی در سه مرحله انجام می شود:
- تشخیص
- تفسیر
- ارزیابی
واضح است که در هر سه گام از “ادراک بصری” بازرس رادیوگرافی استفاده میشود. ادراک بصری، توانایی تحلیل یک الگوی فضایی (حجمی) در تفسیر فیلم رادیوگرافی توسط بازرس است. توانایی فرد برای تشخیص ناپیوستگی ها در تفسیر فیلم رادیوگرافی نیز همواره تحت تاثیر میزان روشنایی در محل مشاهده و تجربه شخص برای تشخیص ویژگی های مختلف قطعه در تصویر است.
تفسیر فیلم رادیوگرافی صنعتی معمولا در زمینه های بازرسی غیر مخرب جوش و ریخته گری کاربرد زیادی دارد. داشتن تخصص در این زمینه همواره به صنعتگران حوزه مهندسی متالورژی و مهندسی مکانیک توصیه شده است. در این مقاله سعی داریم بررسی مناسبی روی این دو زمینه داشته باشیم.
تفسیر فیلم رادیوگرافی در ریخته گری
هدف اصلی بازرسی رادیوگرافی RT در ریخته گری، افشای عیوبی است که بر کیفیت محصول اثر مخرب می گذارند. طبیعتا این عیوب مربوط به فرآیند ریخته گری هستند که اگر به درستی اجرا و مونتاژ شود، مانع شکل گیری این عیوب خواهد شد.
از آن جا که نوع و اندازه عیوب تاثیرات متفاوتی بر عملکرد ریختهگری دارند، بازرس در تفسیر فیلم رادیوگرافی مسئول است نوع و اندازه عیوب را پیدا کند. در این زمینه استاندارد ASTM E155 برای کمک به بازرسین برای ارزیابی بهتر عیوب یافتشده در قطعات تولید شده ارائه شده است. در ادامه برخی از مهم ترین عیوب ریخته گری که در اسناد مرجع آورده شده اند را بررسی می کنیم.
تخلخل گازی یا حفرات زیرین
این عیب ناشی از گاز یا هوایی است که توسط فلز مذاب به دام میافتد. این عیب معمولا از حفراتی با شکل کروی، کشیده یا مسطح تشکیل می شود. در تفسیر فیلم رادیوگرافی نیز این عیوب به همین شکل دیده می شوند.
آخال های ماسه ای و تفاله های جوش
اکسید های غیرفلزی هستند که در فیلم های رادیوگرافی صنعتی به صورت لکه های نامتعارف تاریک ظاهر می شوند.

- حفرات انقباضی
این حفره ها به صورت حوزه ای با مرزهای متمایز و دندانهدار در تفسیر فیلم رادیوگرافی نمایان میشود. این عیب زمانی ایجاد می شود که فلز بین دو جریان اصلی مذاب که از جهات مخالف برای پیوستن به یک جبهه مشترک حرکت می کنند، تلاقی صورت گیرد.

انقباضات دندریتی
در این عیب لکه ها به صورت دندریتی در تصویر ظاهر می شوند.

ترک ها
ناپیوستگی های خطی شکل هستند که در مراحل تفسیر فیلم رادیوگرافی نیز به همین شکل ظاهر می شوند.

آخال ها
ذرات غیرفلزی که در تصاویر رادیوگرافی صنعتی بصورت مناطقی تاریک تر و یا خیلی روشن تر ظاهر می شوند.

تفسیر فیلم رادیوگرافی در جوشکاری
عیوب جوش ممکن است در قسمت های مختلف جوش یعنی فلز پایه، فلز جوش یا منطقه متأثر از حرارت (HAZ) رخ دهند. طبق رده بازرسی مورد نظر در صنعت، ردیابی و برطرف کردن عیوب جوش همواره مورد توجه صنعتگران بوده است. بنابراین تفسیر فیلم رادیوگرافی نقش مهمی در فرایند اتصال مواد خواهد داشت. چرا که مستنداتی که تست رادیوگرافی RT ارائه می دهند بازرسین را در بالاترین دقت ممکن به سمت شناسایی عیوب هدایت می کند.
عیوب زیر نمونه هایی از عیوب مهم جوش هستند که با تصاویر رادیوگرافی مورد نظر ارائه می شوند:
لایه سرد (Cold lap)
این وضعیتی است که در آن الکترود جوشکاری به درستی با فلز پایه قوس الکتریکی را تشکیل نمی دهد. بنابراین قوس فلز پایه را به اندازه کافی ذوب نمیکند و باعث میشود که کمی مذاب در فلز پایه ذوب نشود و باقی بماند.

- نفوذ ناقص (LOP)
نفوذ ناکافی جوش در ضخامت اتصال LOP نامیده می شود. معمولا بصورت یک خط پیوسته در فیلم رادیوگرافی صنعتی خود را نشان می دهد.

تخلخل (Porosity)
تخلخل ها میتوانند اشکال مختلفی را در یک فیلم رادیوگرافی اتخاذ کنند. اما اغلب به صورت دایره ای یا لکه های غیر عادی و یا چند نقطه پیدا می شوند. در موارد دیگر به شکل خوشه ای نیز ظاهر می شود.

آخال های سرباره ای (Slag inclusions)
ماده جامد غیرفلزی موجود بین فلز جوش و فلز پایه است. در تفسیر فیلم رادیوگرافی، اشکال تاریک متقارن و نامتقارن در فلز جوش و یا در امتداد مناطق مشترک جوش و فلز پایه، نشاندهنده عناصر آلیاژی به شکل آخال هستند.

ذوب ناقص (LOF)
به هم جوش نخوردن کامل بین فلز جوش و فلز پایه LOF نام دارد. در تفسیر فیلم رادیوگرافی معمولا به صورت خط یا خطوطی تیره در جهت درز جوش و در امتداد اتصال جوش ظاهر میشود.

بریدگی کناره جوش (Undercut)
به شیار ذوب شده در فلز پایه مجاور پنجه جوش که به وسیله فلز مذاب پر نشده است بریدگی کناره جوش می گویند.

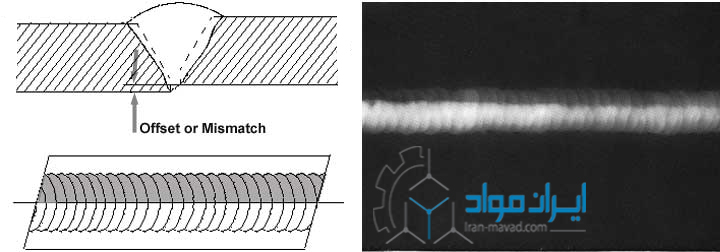
عدم انطباق (Missmatch)
ناهم ترازی در دو طرف سطوح اتصال در سرتاسر ریشه ی جوش را عدم انطباق می نامند. تصویر رادیوگرافی صنعتی عدم انطباق تفاوت قابل توجهی را در چگالی بین دو جبهه را نشان میدهد. تفاوت در چگالی ناشی از تفاوت در ضخامت ماده است. خط مستقیم مشخص در شکل رادیوگرافی نشان دهنده منطقه عدم انطباق است.
ترک (Crack)
ترک ها را زمانی می توان در تفسیر فیلم رادیوگرافی مشاهده کرد که در جهت ایجاد تغییر در ضخامت و موازی با پرتو اشعه x باشند. این عیوب به صورت خطوطی ناهموار و نامنظم ظاهر میشوند.

امیدواریم مطالب ارائه شده در این مقاله شما را با چگونگی تفسیر و تحلیل فیلم رادیوگرافی صنعتی آشنا کرده باشد.
منابع
- آزمایش های غیر مخرب جوش – دکتر محمد یوسفیه
- www.nde-ed.org
- تست های غیر مخرب رادیوگرافی صنعتی – محمدحسین رفیعی






دیدگاه کاربران
ممنون از مطالبی که ارائه میدین، اما منابع عکسها رو هم بنویسید.
عکس اصلی مقاله