


 جدید
جدیدجوشکاری الکترود دستی (SMAW)
مقدمه
جوشکاری با الکترود دستی پوششدار یا SMAW یکی از شناخته شده ترین روش های جوشکاری است که با وجود قدمت بالا، هنوز هم برای اتصال بسیاری از سازه ها استفاده میشود. آشنایی با اصول این روش برای مهندسین به ویژه مهندسین متالورژی و مکانیک ضروری است. به همین دلیل این مقاله را به معرفی زیر و بم این روش و بررسی نقاط قوت و ضعف آن اختصاص داده ایم ...
جوشکاری SMAW چیست؟
جوشکاری قوسی با الکترود روکش دار، نوعی از فرایندهای جوشکاری است که مخلوط یکپارچه ای از فلز و جوش را تولید می کند. این مخلوط یکپارچه به وسیله قوس الکتریکی میان الکترود فلزی روکش دار و قطعۀ کاری فلزی تولید می گردد. در جوش SMAW حفاظت از حوضچۀ مذاب، از طریق تجزیه حرارتی روکش الکترود انجام می گیرد.

فلز پر کنندۀ اتصال جوش، از سیم جوش روکش دار تامین می شود. معمولا در این فرایند از هیچگونه فشار خارجی استفاده نمی شود. فلز پایه جوش SMAW می تواند فولادهای کربنی، کم آلیاژ و زنگ نزن و همچنین چدن باشد. در مواردی نیز آلومینیوم و آلیاژهای نیکل را می توان توسط این فرآیند جوشکاری نمود.
۵ مرحله جوشکاری SMAW
مهم ترین پدیده ای که در جوشکاری SMAW نقش دارد، ایجاد قوس الکتریکی بین الکترود و فلز پایه است. چرا که این قوس الکتریکی است که سبب ایجاد حرارت و ذوب فلز پایه و الکترود می شود و در نهایت در هم تنیدگی ساختاری را به وجود می آورد. مکانیزم ایجاد قوس الکتریکی، حرارت و اتصال نهایی در جوش SMAW پنج مرحله دارد که در ادامه به بیان آن میپردازیم.
مرحله اول؛ ایجاد ولتاژ
منبع قدرت جوشکاری دستگاه روشن می شود و اختلاف پتانسیل بین نوک سیم جوش و سطح کار به وجود می آید. ولی به علت مقاومت زیاد فضای بین الکترود و سطح کار، جریانی از مدار عبور نمی کند.
مرحله دوم؛ تماس الکترود و فلز پایه
در ادامه الکترود به سمت قطعه کار حرکت نموده و با سطح فلز پایه تماس پیدا میکند. در این حالت اتصال کوتاه در مدار ایجاد میشود و جریان زیادی از محل اتصال عبور میکند.
مرحله سوم؛ یونیزاسیون
وقتی نوک الکترود از سطح کار به عقب کشیده می شود، الکترون هایی که در حال عبور هستند به اتم ها و مولکول های گازی برخورد میکنند و در اثر این برخورد یونیره میشوند. در اثر یونیزه شدن، گاز فضای میانی رسانا می شود و قوس الکتریکی تشکیل میگردد.
مرحله چهارم؛ ایجاد حرارت
پس از طی فرایندهای مذکور، الکترود و فلز پایه هر کدام به آند یا کاتد تبدیل می شوند. مواد و گازهای یونیزه شده با بار مثبت به سمت قطب منفی جذب شده و به سطح کاتد برخورد می کنند. الکترون ها که دارای بار منفی اند به طرف قطب مثبت رفته و به آند برخورد می نمایند. این برخوردها سبب تولید حرارت و ذوب در جوش SMAW می شوند.
مرحله پنجم؛ انجماد و تشکیل سرباره
وظیفه محافظت از حوضچۀ مذاب در این فرایند بر عهدۀ پوشش الکترود است. این پوشش در هنگام جوشکاری در اثر حرارت تجزیه میشود و به صورت سرباره و گاز از فلز جوش محافظت می کند. پس از گذشت زمان و سرد شدن ناحیۀ اتصال، این سرباره با ضربه جدا می شود.
در این بخش توجه شما را به فیلم کوتاهی که در خصوص آموزش جوشکاری قوس SMAW تهیه شده، جلب می کنیم.
نقش قطبیت در جوش SMAW
در فرایند جوشکاری SMAW ممکن است الکترود به عنوان قطب مثبت باشد یا قطب منفی. به این حالتی که به وجود می آید قطبیت یا پولاریته می گویند. جوش SMAW از نظر قطبیت به دو شکل انجام می گیرد:
جوشکاری با قطبیت معکوس (DCRP)
در جوشکاری با جریان مستقیم، اگر الکترود به قطب مثبت و قطعه کار به قطب منفی وصل شود، به آن جوشکاری با قطبیت معکوس گفته می شود. در این حالت حرکت الکترون ها از سطح قطعه کار به سمت نوک الکترود است. در قطبیت معکوس سرعت ذوب الکترود سریع تر، نفوذ کمتر و عرض حوضچۀ مذاب بیشتر است.
جوشکاری با قطبیت مستقیم (DCSP)
در این حالت الکترود قطب منفی است و فلز پایه قطب منفی. جهت حرکت الکترون ها از الکترود به سمت فلز پایه است. در قطبیت مستقیم سرعت ذوب الکترود و عرض حوضچهی مذاب ایجاد شده کمتر است، اما عمق نفوذ جوش بیشتر خواهد بود.
وضعیتهای اتصال در جوشکاری SMAW
SMAW قابلیت اجرا در وضعیت های مختلفی را دارد و اتصالات گوناگونی را می توان توسط این روش برقرار کرد. در هر شرایط انتخاب پارامترهای جوشکاری مثل نوع الکترود، آمپراژ و ولتاژ متفاوت است که توسط استاندارد تعیین میشود. اتصالات و وضعیتهای جوش SMAW در تصاویر زیر به خوبی دیده میشوند.
 حالتهای اتصال در جوشکاری SMAW
حالتهای اتصال در جوشکاری SMAW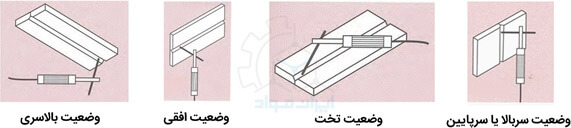 وضعیتهای مختلف جوشکاری SMAW
وضعیتهای مختلف جوشکاری SMAW
ملزومات جوشکاری SMAW
برای انجام جوشکاری SMAW، وجود امکانات زیر ضروری است:
- منبع قدرت مناسب جوش SMAW
- الکترود روکش دار
- کابل جوشکاری مناسب
- کابل اتصال زمین مناسب
- نگهدارندۀ الکترود مناسب
- تجهیزات حفاظتی و ایمنی
منبع قدرت
در این فرایند جوشکاری عموما از یک منبع توان جریان ثابت استفاده می شود. منابع توان جوشکاری SMAW در دو نوع استاتیکی و دینامیکی با خروجی های AC و DC یا نوع ترکیبی AC/DC و با کنترلهای مکانیکی، الکتریکی و نیمه رسانا در دسترس هستند.
با توجه به کاربرد مورد نظر، این منابع توان با تنوع گسترده ای از مشخصات خروجی، ظرفیت ها و کنترل ها ممکن است مورد استفاده قرار گیرند. دستگاه های جوشکاری صنعتی، عموما دارای قابلیت اتصال مجدد به ولتاژهای مختلفی نظیر ۲۳۰، ۴۶۰ و یا ۵۷۵ ولت هستند.

الکترود روکش دار
امروزه بیش از ۱۵۰ نوع الکترود روکش دار برای جوشکاری SMAW وجود دارد. بنابراین برای دستیابی به اتصالات جوش مناسب چگونگی انتخاب الکترود مورد نظر با خواص مکانیکی و شیمیایی منطبق با فلزات پایه ضروری است. مطالعه مقاله زیر برای آشنایی بیشتر با الکترودهای مخصوص جوشکاری الکترود دستی پیشنهاد میشود:
6
دقیــقه مطالعه
انواع الکترودهای فولادی کم آلیاژ برای جوشکاری قوس الکتریکی دستی
الکترود فولادی کم آلیاژ خانواده ای از الکترود جوشکاری است که برای جوشکاری قوس ال...

کابل جوشکاری مناسب
وظیفۀ کابل جوش SMAW هدایت جریان الکتریکی از منبع تامین قدرت به انبرهای جوشکاری است. هر چه کابل جوشکاری کیفیت بالاتری داشته باشد، مصرف برق کمتر خواهد شد و جوش بهتری به دست میآید. معمولا کابلهای جوش از جنس مس یا آلومینیوم تهیه میشوند.
اگر طول کابل جوش SMAW زیاد انتخاب شود، به علت مقاومت کابل در برابر جریان الکتریسیته، اختلاف ولتاژی به وجود می آید که آن را افت ولتاژ می نامند. بنابراین برای داشتن کیفیت جوش بهتر و مصرف برق کمتر پیشنهاد می شود از کابل بلند استفاده نشود.

کابل اتصال زمین
وظیفه کابل اتصال به زمین، تخلیه الکتریکی حین فرایند جوشکاری است. کابل اتصال به زمین باید به درستی انتخاب شود و کیفیت مناسبی داشته باشد، چون در صورت وجود مشکل ممکن است برق گرفتگی یا آتش سوزی اتفاق بیفتد. در صنعت، معمولا از چند کابل اتصال به زمین استفاده میشود که آنها را به هم متصل میکنند و محل اتصال کابل به زمین را عایق میکنند تا مشکل برق گرفتگی به وجود نیاید.
6
دقیــقه مطالعه
انواع الکترودهای فولاد ساده کربنی برای جوشکاری SMAW
بدون شک اگر شما یک مهندس متالورژ باشید، با فولادهای ساده کربنی آشنایی دارید. دست...
نگهدارندۀ الکترود
از نگه دارنده برای ثابت نگه داشتن الکترود در جوشکاری استفاده میشود. واضح است که بدون نگهدارنده، اجرای فرایند جوشکاری ممکن نیست. نگهدارنده قطعهای عایق است تا اپراتور در حین جوشکاری دچار برق گرفتگی نشود.

تجهیزات حفاظتی و ایمنی
به منظور حفظ نکات ایمنی، لازم است پوشش جوشکار SMAW شامل موارد زیر باشد:
- کلاه مقاوم در برابر اشعه
- حفاظ صورت
- ماسک جوشکاری دستی با لنز های فیلتر کننده
- لباس با آستین کامل و یقه دکمه دار
- دستکش بلند و مقاوم
- شلوار تمیز و مقاوم در برابر آتش که بدون لبه باشد و انتهای پیراهن روی آن قرار گیرد
- کفش یا چکمه ایمن
- پیش بند چرمی
- عینک محافظ

مزایا و معایب جوشکاری SMAW
این روش جوشکاری مزایای فراوانی دارد که مهم ترین آن ها عبارتند از:
- قابلیت جوشکاری بازۀ وسیعی از فولاد های ساده یا آلیاژی
- جوشکاری مکان هایی با محدودیت دسترسی
- ارزان، آسان، در دسترس و با تجهیزاتی قابل حمل
- عدم نیاز به گاز محافظ یا فلاکس
همچنین معایب جوشکاری SMAW عبارتند از:
- نرخ رسوب کمتر در مقایسه با فرآیندهایی مانند GMAW
- لزوم برداشتن سرباره پیش از جوشکاری مجدد و یا در انتهای کار
- جوشکاری ضعیف فلزات غیرآهنی
- عدم قابلیت جوشکاری مناسب در شرایط بد جوی
- نرخ تولید دود بالا
- وابستگی شدید کیفیت جوش به مهارت جوشکار
کنترل کیفیت جوش SMAW
واضح است که تمام اتصالات SMAW در صنایع و ساختمان سازی باید تحت آزمون های کنترل کیفیت قرار گیرند. جوش SMAW در صورتی قابل قبول است که با مهارت و به طور یکنواخت در سرتاسر محل اتصال انجام شده و از نفوذ کافی برخوردار باشد. در صورتی که کیفیت جوشکاری مورد تأیید مهندس ناظر نباشد، می تواند از ادامه کار جوشکار جلوگیری کند. جوش هایی که به وسیله مهندس ناظر معیوب تشخیص داده شوند باید سنگ زده شوند و مجددا جوشکاری شوند.
برای آشنایی بیشتر با روش های کنترل کیفیت و بازرسی پیشنهاد می کنیم مقاله بازرسی جوش را که به همین منظور نوشته شده، مطالعه کنید.
منابع
سید محمدرضا ناجیان (۱۳۹۵) – آشنایی با فرایندهای جوشکاری قوس الکتریکی – نشریه تخصصی سرمایش، گرمایش و سیستم های تهویه مطبوع
جوشکاری با فرآیند قوس الکتریکی دستی (۱۳۹۱) – محمدرضا عبدی، باقر عبدی – انتشارات کتابخانه فرهنگ
https://iran-mavad.com/?p=13082
برای دریافت فایل ها با گوشی همراه، دکمه دانلود را برای چند لحظه فشرده و در یک صفحه جدید فایل مربوطه را دانلود نمایید.
پسورد فایل فشرده : www.iran-mavad.com
دانلود
Welding processes and equipment
2.64MB
PDF
دانلود
فیلم جوشکاری قوسی SMAW اتصال V شکل
100Mb
MP4













دیدگاه کاربران
عالی