


 جدید
جدیدجوشکاری اصطکاکی (FW)
این نوع جوشكاری در زمرة پروسه های جوش حالت جامد می باشد روش های جوشكاری حالت جامد كه بیشتر متداول هستند عبارتند از:
- جوشكاری اصطكاكی Friction welding
- جوشكاری فشاری Pressure welding
- جوشكاری آهنگری یا پتكه ای Forge welding
- جوشكاری با امواج صوتی Ultrasonic welding
در جوش های حالت جامد برخلاف فرآیندهای حالت ذوبی كه محل اتصال در نتیجه ذوب موضعی دو قطعه و تداخل آنها و عمل انجماد انجام می شد، اتصال بدون تشكیل مذاب انجام می شود.ولی ممكن است فیلمی از فلز مذاب در یك مرحله میانی از عملیات بین سطوح اتصال ایجاد گردد اگرچه فلز مذاب معمولاً به طور كامل از جوش جدا می شود،ولی در حضور كوتاه خود نقش مفیدی را در انجام جوش ایفا می كند.
به طور كلی جوشكاری اصطكاكی (FW) بر اساس تبدیل انرژی مكانیكی به انرژی گرمایی استوار است كه دو قسمت مورد اتصال را به هم نزدیك كرده و با ایجاد حركت دورانی سریع یكی از آنها بر روی دیگری و مالش و اصطكاك دو قطعه، گرمای زیادی تولید شده و موجب حالت پلاستیسیته در لبه های اتصال می شود با فشار اعمال شده نهایی قطعات در هم فرو می روند و اتصال ایجاد می شود.

انواع جوشکاری اصطکاکی
به خاطر حركت چرخشی دسته كم یكی از دو قطعه در محل اتصال می بایست سطح مقطع دایره ای داشته باشد جوشكاری اصطكاكی به طور كلی به دو دسته تقسیم می شود:
- الف) جوشکاری اصطکاکی لحظه ای Inertia friction
- ب) جوشکاری اصطکاکی مداوم Continuous drive friction
البته امروز روش های پیشرفته که ترکیبی از دو تکنیک بالاست به کار می رود هر دو نوع جوشکاری می تواند بدون توقف و به طور کامل به صورت ماشینی انجام شود و می توان پارامترهای عملیاتی را از قبل برنامه ریزی نمود.
مکانیزم اتصال در FW
می دانیم كه سطوح در مقیاس میكروسكوپی دارای برآمدگی ها و فرورفتگی هایی هستند و علاوه بر آن لایه اكسیدی نازك و یا ناخالصی های دیگر بر روی سطح پوشیده شده است . هرگاه سطوح به طور كامل در كنار هم قرار نگیرند نیروی چسبندگی بین مولكولی بین آنها برقرار نشده و در نتیجه اتصال انجام نمی گیرد هدف اصلی در جوشكاری اصطكاكی برطرف نمودن این ناهمواری ها و ناخالصی ها و اعمال فشار برای اتصال دو سطح است.
هنگامی كه دو سطح با فشار معین بر روی هم مالیده می شوند نقاط بلند بهم برخورد كرده و از بین می روند، همزمان لایه اكسیدی برداشته شده و دو سطح فلز در تماس با یكدیگر قرار میگیرند و بدین ترتیب یك باند یا چسبندگی موقت (Seizures) به وجود می آید با ادامه حركت ،این چسبندگی بریده شده و یك باند تازه تر به وجود می آید بدین ترتیب انرژی مكانیكی به حرارتی تبدیل شده و به تدریج درجه حرارت سطح افزایش می یابد.بنابراین استحكام فشاری كاهش یافته و تغییر فرم پذیری راحت تر انجام می گیرد، نقاط برآمده به سرعت محو شده و سطوح در حالت چسبندگی كامل قرار می گیرند با فرض این كه نرخ حرارت تولیدی بیشتر از حرارت فروكشی باشد درجه حرارت بالاتر رفته و حالت پلاستیكی نیز بیشتر می شود تا جایی كه استحكام فشاری قادر به تحمل نیروی فشاری نیست و سطح زیر فشار گسترده تر شده و لبه ها در هم فرو می روند و حتی كمی به بیرون بر می گردند.
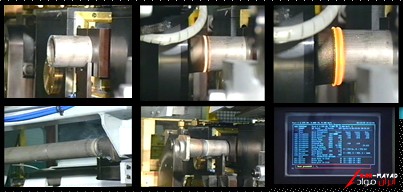
فرم لحظه ای جوشکاری اصطکاکی چرخشی شامل یک قطعه کار گیرداده شده به یک سه نظام متصل به چرخ دوار سنگین می باشد سرعت چرخش چرخ دوار به وسیله جوش های آزمایشی و استاندارد و یا از طریق فرمول های در دسترس بدست می آید. بعد از رسیدن به سرعت موردنیاز چرخ دوار از موتورها جدا می شود و قطعه کار در حال چرخش تحت نیروی فشاری به قطعه کار ساکن متصل می شود. با تماس دو سطح انرژی جنبشی چرخ دوار از طریق اصطکاک به حرارت تبدیل می شود و به محض اینکه سرعت کاهش یافت گرمای تولیدی در سطوح هم کاهش می یابد و بجای آن گرما از طریق رسانش در قطعات پراکنده می شود با افزایش سطح مقطع تماس گشتاور در جهت مخالف شروع به افزایش می کند و سبب توقف ناگهانی حرکت دورانی چرخ دوار می شود و جوش در حالت جامد تشکیل می گردد در این مرحله یک نیروی اضافی باعث افزایش سطح مقطع اتصال شده و کیفیت خواص مکانیکی جوش را بهبود می بخشد، انرژی موردنیاز برای یک عملیات به اندازه، شکل، وزن قطعه و سرعت چرخش چرخ دوار بستگی خواهد داشت
اثر انرژی کل چرخ دوار، نیرو، سرعت بر الگوی گرمایی ایجاد شده در سطوح اتصال در شکل نشان داده شده است. فرم لحظه ای جوشکاری اصطکاکی چرخشی شامل یک قطعه کار گیرداده شده به یک سه نظام متصل به چرخ دوار سنگین می باشد سرعت چرخش چرخ دوار به وسیله جوش های آزمایشی و استاندارد و یا از طریق فرمول های در دسترس بدست می آید. بعد از رسیدن به سرعت موردنیاز چرخ دوار از موتورها جدا می شود و قطعه کار در حال چرخش تحت نیروی فشاری به قطعه کار ساکن متصل می شود. با تماس دو سطح انرژی جنبشی چرخ دوار از طریق اصطکاک به حرارت تبدیل می شود و به محض اینکه سرعت کاهش یافت گرمای تولیدی در سطوح هم کاهش می یابد و بجای آن گرما از طریق رسانش در قطعات پراکنده می شود با افزایش سطح مقطع تماس گشتاور در جهت مخالف شروع به افزایش می کند و سبب توقف ناگهانی حرکت دورانی چرخ دوار می شود و جوش در حالت جامد تشکیل می گردد در این مرحله یک نیروی اضافی باعث افزایش سطح مقطع اتصال شده و کیفیت خواص مکانیکی جوش را بهبود می بخشد.
https://iran-mavad.com/?p=13530
پسورد فایل فشرده : www.iran-mavad.com
دانلود
Friction Welding
433KB
دانلود
جزوه جوشکاری اصطکاکی
۴۰۲KB
PDF






دیدگاه کاربران