


وایرکات ؛ تکنولوژی برشکاری با دقتی در حد میکرون!
مقدمه
بدون شک یکی از بزرگترین نوآوری های صنعت ماشین کاری، اختراع دستگاه وایرکات بوده است. در واقع روش های ماشین کاری فلزات، بدون دستگاه وایرکات انگار چیزی کم داشتند! این دستگاه سریعا کیفیت و بهره وری مطلوب را برای صنعتگران به ارمغان آورد و جای خود را میان روش های مدرن برش قطعات، باز کرد. در این مقاله با دستگاه وایرکات و اساس کار آن بیشتر آشنا می شویم....
وایرکات چیست؟
به نوعی از ماشین کاری که از طریق تخلیه الکتریکی بین سیم دستگاه و قطعه کار اجرا می شود، وایرکات می گویند. در این فرایند، یک سیم نازک 25 میکرونی که درون مایع دی الکتریک (آب مقطر) قرار گرفته، برشی بسیار دقیق روی قطعات فلزی و غیر فلزی ایجاد می کند.
قطعات وایرکات معمولا شامل استیل، تیتانیوم، آلیاژها، برنج و بسیاری فلزهای دیگر هستند. در وایر کات فلز بریده نمی شود، بلکه ذوب یا تبخیر می شود. این دستگاه ضمن اینکه خط برش بسیار دقیقی ایجاد می کند، خرده های کمی باقی می گذارد.
از آن جا که اساس کار این روش، تخلیه الکتریکی است، وایرکات زیر مجموعه روش های ماشین کاری تخلیه الکتریکی (Electrical discharge machining) یا EDM به شمار می رود.
دستگاه وایر کات به چه صورتی کار می کند؟
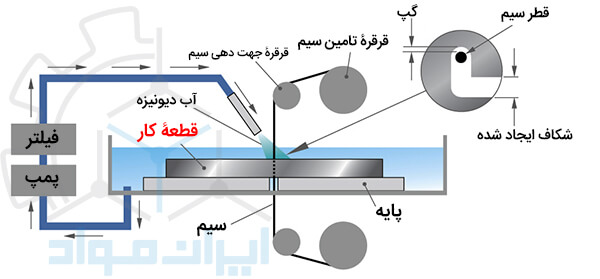
ماشین کاری تخیله الکتریکی با وایرکات، از طریق ایجاد جریان بالای الکترون ها بین سیم و قطعه امکان پذیر می شود. با شروع این جریان، دما افزایش یافته و حرکت سیم روی قطعه، برش و شکل دهی را آغاز می کند.
در این روش اگر قطعه رسانا نباشد، تخلیه الکترون های سیم روی قطعه کار صورت نخواهد گرفت. ماشینکاری تخلیه الکتریکی با وایر کات، در یک محیط واسط انجام می شود. این محیط واسط که دی الکتریک نام دارد، گپ (فاصله) میان سیم و قطعه را پر کرده و باعث ایجاد تخلیه الکتریکی می شود.
با حرکت کردن میز و یا سیم، مسیری بسیار دقیق بر روی قطعه کار برش داده می شود. در این روش هیچ گونه تماس مکانیکی، میان سیم و قطعه وجود ندارد. گپ موجود بین سیم و قطعه کار در حدود 0.025 میلی متر است که توسط سیستم کنترل موقعیت کامپیوتری ثابت نگه داشته می شود.
وایر کات را می توان یک فرآیند ترموالکتریکی دانست. چرا که هر جرقه (اسپارک) که به شکل لحظه ای میان سیم و قطعه ایجاد می شود، نقش منبع حرارتی را ایفا می کند. این حرارت است که قطعه کار را به شکل لحظه ای ذوب کرده و باعث فرسایش آن می شود. این ذوب لحظه ای را به اصطلاح Burning Away می نامند.
اجزای دستگاه وایرکات
سیم وایر کات
همان طور که ذکر کردیم، نقش سیم وایرکات انتقال جرقه است. در واقع شرایط تخلیه الکتریکی در اثر اختلاف پتانسیل ایجاد شده بین قطعه کار و سیم فراهم میگردد. از این رو سیم وایرکات باید هدایت الکتریکی بسیار خوب و استحکام کافی داشته باشد.
این سیم ها از طریق سیستم قرقره و غلتک، به سرعتی مشخص و به طور پیوسته، به سمت قطعه هدایت می شوند. از نظر ابعادی سيم های قطورتر توانايی حمل انرژی الکتریکی بيشتری دارند، بنابراين سرعت برش كاری با آن بيشتر است.

انواع سیم وایرکات
در ماشین کاری تخلیه الکتریکی با وایرکات، دو نوع سیم مصرف شونده و رفت و برگشتی به کار می رود. سیم های مصرف شونده، معمولا جنس مسی یا برنجی با پوشش های متفاوت روی و اکسید روی دارند. این سیم ها با نیروهای کششی متفاوت، معمولاً 500-900 نیوتن بر متر، به قطعه اعمال می شوند. این سیم ها به دلیل فرسودگی با جرقه و افت سایز، قابلیت یک بار مصرف را دارند.
سیم های رفت و برگشتی عمدتاً از جنس ترکیبات بسیار سختی از مولیبدن و تنگستن هستند. این سیم ها پس از ایجاد جرقه، توسط قرقره ثانویه دریافت می شوند. سیم های رفت و برگشتی بیشتر در دستگاه های چینی دیده می شوند.
منبع تغذيه
در ماشین کاری تخلیه الکتریکی با وایرکات، از یک منبع تغذیه مستقیم با فرکانس بالا استفاده می شود. این منبع وظیفه تـولید پالس های فرکانس بالا میان سیم و قطعه را بر عهده دارد.
در واقع این منبع تغذیه است که انرژی اسپارک ها، شدت جريان و پالس های جرقه را کنترل می کند. در منابع تغذیه مدرن توليد پالس در وایر کات، اين متغيرها و زمان خاموش بودن پالس را می توان مستقل از هم تنظيم كرد.
از آن جا که ظرفيت عبور جريان در سيم وايركات محدود است؛ بنابراين حد جريان منبع تغذيه نباید از 30 آمپر تجاوز کند. همچنین ولتاژ بين سيم و قطعه كار معمولا 55 الی 60 ولت نگه داشته می شود.
چون سايش الكترود (سیم) اهميتی ندارد، پلاريته متصل به سيم هميشه منفی است تا سرعت برش كاری افزایش یابد. در واقع سیم وایر کات کاتد محسوب می شود و قطعه آند است.
فیلترهای دستگاه
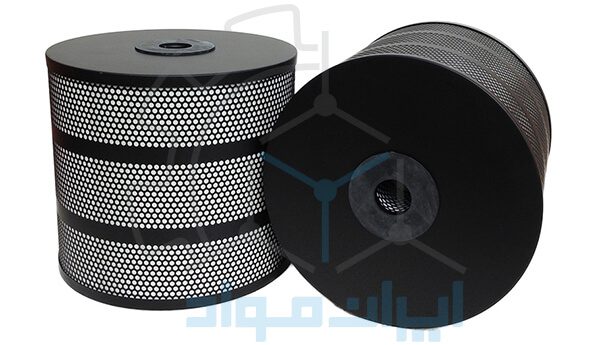
در سیستمهای وایرکات وجود سیستم فیلترینگ و تصفیه ضروری است. از طریق سیستم فیلترینگ، می توان اندازه و ابعاد ذراتی را که در مسیر پرداخت به گردش در می آیند، کنترل کرد. چرا که اگر اندازه ذرات از حد مشخصی بزرگتر باشد، سیستم دچار ناپایداری خواهد شد.
فیلترهای اصلی آب، در هنگام نیاز باید تعویض شوند. خوشبختانه اکثر دستگاه ها در صورت بروز مشکل برای فیلترها، زنگ هشداری را فعال می کنند. مدت زمان تعویض فیلترها کاملا وابسته به کاربری آن، نوع مواد و ضخامت قطعات کاری دارد.
دی الكتريک و نازل آن
برای افزایش کیفیت جرقه های ایجاد شده، عمود نگه داشتن سیم، خنک کاری و همچنین شستشوی ذرات کنده شده از سطح قطعه، مایع دیالکتریک (آب) همواره به شکاف بین قطعه کار و سیم وارد می شود. نازل های پاشش دی الکتریک بايد حتی الامکان به قطعۀ كار نزديک باشند. استفاده از آب در این فرایند 5 مزیت دارد:
- ویسکوزیته پائین
- ایجاد بهترین حالت قوس بین سیم و قطعه کار
- خاصیت خنک کاری بالا
- نرخ بالای براده برداری
- نداشتن خطرات آتش سوزی
رزین یونیزه شده
این رزین ابزاری مهم برای کنترل میزان ضریب هدایت الکتریکی آب داخل دستگاه است. اگر مقدار مقاومت و هدایت آب کنترل نشود (یعنی در یک میزان معین ثابت نباشد)، دستگاه دچار ناپایداری می شود.
این ناپایداری نیز سبب می شود نتیجه نهایی دقت کافی را نداشته باشد. همانند فیلتر، جایگزینی رزین نیز در صورت نیاز باید انجام گیرد. اکثر دستگاه ها در صورتی که رزین دچار مشکل شود، زنگ هشداری را به صدا در می آورند.
مخزن آب
دستگاه وایرکات دارای یک مخزن آب است که با گذشت زمان میزان آب موجود در آن به علت تبخیر کم می شود. بنابراین نیاز است تا مجددا پر شود. توجه شود که کیفیت آب تصفیه وارد شده، در عمر رزین یونیزه شده موثر است.
تجربه ثابت کرده است که کیفیت آب دستگاه به مرور زمان کمتر می شود و رسوب زیادی در داخل مخازن تشکیل می شود. همچنین محتویات موجود در داخل مواد پاک کننده نیز میتواند PH آب را تغییر دهد که در کارایی دستگاه تاثیر خواهد گذاشت. این موارد به لزوم کنترل مخزن آب اشاره دارند.
تسمه ها، غلتک ها و پولی ها
این موارد به کمک هم، باعث اجرای فرایندهای مکانیکی دستگاه وایرکات می شوند. ارتباط این اجزا، بخش مهمی از تکنولوژی دستگاه وایرکات EDM را تشکیل می دهد که در اختیار شرکت های تولید کننده آن است.
در بعضی از دستگاه ها نیاز است که تسمه ها، پلاستیک غلتک ها و پولی ها تعویض شوند. دلیل عمده این تعویض، سایش فیزیکی قطعات است. نگهداری، کنترل و جایگذاری این المان ها اهمیت بالایی دارد و می بایست در فواصل زمانی تعیین شده توسط اپراتورهای مجرب انجام شود.
فیلترهای کابین
این فیلتر ها در ورودی سیستم تهویه، فن های هوا و یا چیلرهای آب مورد به کار می روند. نقش این فیلترها کنترل اتمسفر وایرکات و تا حدودی کنترل دما است. اپراتور دستگاه می بایست این فیلترها را در فواصل زمانی مشخص کنترل کرده و در صورت نیاز تمیز و یا جایگزین کند.
طراحی هندسه قطعه توسط نرم افزار
هندسه قطعه ای که برای برش آماده می شود، معمولاً در نرم افزارهای Solidworks، AUTOCAD و یا Corel Draw طراحی می شود. سپس این ترسیم با فرمت DWG و یا DXF ذخیره می شود.
در مرحله بعد، این فایل در نرم افزار ESPIRIT باز شده و بر حسب خطوط، کمان و دایره، به شکل یک مسیر مداری به فایل NC یا ISO تبدیل می شود.
این فایل ها متنی بوده و با G-Code کار می کنند. یعنی شکل های موجود را به خط و آرک (قوس) تبدیل می کند که این همان زبان ماشین است.

منظور از وایرکات CNC چیست؟
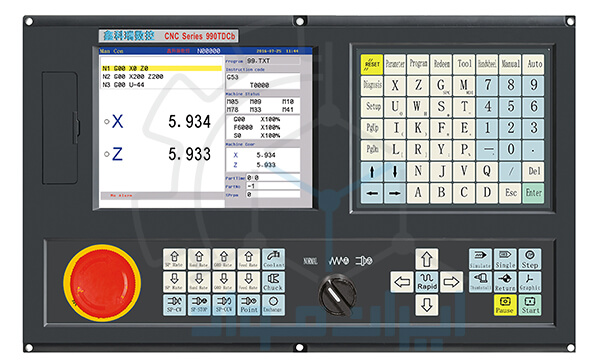
شاید شما هم گمان می کردید که وایرکات CNC یکی از انواع وایرکات است. اما این عبارت، تنها به یک ویژگی مهم از دستگاه اشاره می کند. همه ماشین های وایرکات، به کنترلر CNC مجهز هستند.
در کنترلر CNC مسیر برش به وسیله فایل نهایی اتوکد، به کامپیوتر داده می شود و پس از پردازش فایل، به کنترلر CNC و سپس به موتورها فرمان داده می شود. سپس ضمن حرکت قطعه در مسیر تعریف شده، سیم با ایجاد جرقه طرح مورد نظر را برشکاری می کند.
عمده کاربرد کنترلر CNC در صنایع قالب سازی خصوصاً ساخت قالب های سنبه و ماتریس مشخص می شود. در این صنایع، وایرکات CNC دقت ابعادی و کیفیت سطح ماشینکاری بالایی را به ارمغان می آورد، تا جایی که پس از عملیات نیازی به عملیات تکمیلی احساس نمی شود.
وایرکات ؛ راه حلی برای ساخت اشکال پیچیده
ماشین کاری تخلیه الکتریکی با وایرکات، سال هاست که برای ساخت شکل های پیچیده در صنعت استفاده می شود. لزوم استفاده از این دستگاه در موادی که قابلیت براده برداری پایینی دارند، به شدت احساس می شود.
سازندگان و تولید کنندگان برای وظایف مختلف و متنوعی سراغ وایر کات می روند. چرا که این دستگاه ها چند کاره هستند و انتخابی ایده آل برای تولید قطعاتی کوچک و پر جزئیات به شمار می روند. قطعاتی که معمولاً تولیدشان با دستگاه های دیگر خیلی دشوار خواهد بود.
از آن جایی که این فرآیند برای پروژه های کم تعداد به صرفه است، معمولا برای تولید و ساخت قالب، الگو و پیش نمونه مناسب است. فرایند وایرکات، برای قطعاتی که قرار است بدون نیاز به ریسک بالای سنگ زنی و دیگر روش های شکل دهی تولید شوند، حرف اول را می زند.
دقت بالا و کیفیت سطح مناسب این روش، به خصوص در تولید قالب های پرس، اکستروژن و نمونه سازی های دقیق نظامی زبانزد است. به دلیل وجود سیستم کنترل کامپیوتری در این فرآیند و زمان بر بودن آن، اپراتور وایرکات می تواند بر روی چند دستگاه به طور همزمان کار کند.
مزایای وایر کات
- دقت بسیار بالای حرکت سیم در حد میکرون به میکرون
- داشتن کاربری کامپیوتری
- قابلیت براده برداری در جهت طول و ارتفاع
- قابلیت ماشین کاری قطعات فلزی بسیار سخت
- قابلیت ماشین کاری قطعات کوچک
- ایجاد سطوح با کیفیت؛ به دلیل عدم ارتباط مستقیم بین ابزار و قطعه کار
- امکان ساخت حفره ها و سوراخ های بسیار ظریف
- امکان ایجاد سوراخ های مخروطی
- ایجاد تنش کمتر در قطعه
محدودیت های وایرکات
- هزینۀ نگهداری بالای دستگاه به دلیل لزوم کنترل، سرویس و احیاناً تعویض دائمی
- حساسیت بالای قطعات دستگاه؛ به این صورت که کوچک ترین اهمال اپراتور، باعث ضررهای هنگفت مالی می شود.
- لزوم مهارت بالای اپراتور در استفاده از توانایی های دستگاه و کنترلر آن
- تشکیل رسوب در مخازن به دلیل جمع شدن ذرات ریز میکرونی حاصل از برش
- خوردگی محورهای حرکتی دستگاه به دلیل وجود ذرات
- عدم دید مستقیم روی قطعه به دلیل انتقال فشار آب در کانال برش
- احتمال افتادن قطعه در پایان کار
- سرعت کم ماشین کاری که قابل رقابت با فرز CNC لیزر و واترجت نیست.
- مصرف برق بسیار زیاد
- شایع بودن خطر سایش اجزای دستگاه هنگام ماشینکاری
- قابل استفاده برای مواد رسانا
سرویس کاری دستگاه را جدی بگیرید!
در استانداردهای مختلف به تمیزکاری منظم و مرتب در ارتباط با دستگاههای EDM توصیه اکید شده است. تمیزکاری منظم و سیستماتیک باعث افزایش عمر دستگاه و قطعات مصرفی می شود. برای پاک کردن اجزا و قطعات بسیار کثیف، می توان از اسید حل شونده ملایم (مثلا اسید با پایه فسفریک) استفاده کرد.
بهتر است به جای استفاده از اسپری پاک کننده، دستمالی را به اسید آغشته کرده و با استفاده از آن دستگاه را تمیز کنید. همچنین، نباید اجازه داد مواد پاک کنندۀ اسیدی و خورنده به مدتی طولانی روی سطوح باقی بمانند. این موضوع موجب ایجاد خراش، حفره و آسیب به سطح اجزای دستگاه می شود. همچنین از وارد شدن پاک کننده به نقاط اتصال مانند کابلهای ارسال قدرت و انرژی جلوگیری شود، زیرا مواد پاک کننده میتوانند به عنوان یک ماده خورنده، باعث از بین رفتن این اتصالات شوند.
در فواصل زمانی مشخص شده در راهنمای کاربری، حتما باید نقاط در دسترس دستگاه را روغن کاری کرد. بیشترین نقاطی که نیاز به روغن کاری مداوم دارند عبارتند از: راهنماهای خطی سیستم و بال اسکرو (ball screw). حتما دقت داشته باشید که روغن کاری دستگاه را طبق دستورالعمل شرکت سازنده دستگاه انجام دهید.
مطرح ترین برندهای وایرکات در بازار ایران
از مهمترین کشور های سازندۀ این دستگاه می توان به سوئیس، ژاپن و اسپانیا اشاره کرد. البته اخیرا تایوان و چین نیز وارد میدان تولید دستگاه های وایرکات شده اند. در شرکت های مختلف ایرانی، می توان دستگاه هایی از تمام این کشورها را پیدا کرد.
اگر چه در سال های اخیر، به دلیل اعمال تحریم ها، واردات دستگاه های چینی بیشتر شده است. در این میان، برندهای وایرکات ژاپنی نظیر Mitsubishi، Sodic و Fanuc در نوع خود عالی هستند و همواره از ابتکارات جالبی استفاده می کنند.
در ایران، وایرکات های ساخت ژاپن از اقبال زیادی برخوردار نیستند و علت آن هم استقبال صنعتگران ایرانی از دستگاه های ساخت سوئیس خصوصا برند CHARMILLES است. این برند در سال هایی که وارد ایران شد، به دلیل دقت بالا، سادگی، کارایی زیاد، سهولت تعمیر و در دسترس بودن قطعات، مورد توجه واقع شد.
با این حال، گرچه سری های جدید این کارخانه یکی از شاهکار های صنعت و طراحی اروپا است، اما به دلیل قیمت بالا و تحریم ها، امروزه کمتر در دسترس ما قرار دارند. در مورد سیم های وایرکات نیز اخیراً کشور های کره، تایوان و چین محصولات بسیار خوبی ارائه کرده اند که در ایران عرضه می شوند. پر کاربرد ترین این سیم ها از جنس برنج هستند.
منابع
Dulebohn, “Tracer controlled machining by electrically induced erosion”, U.S. Patent 3,614,372, filed 4 December 1969, issued 19 October 1971.
Rogers, Barry (2018), “The Remarkable Abilities of Wire EDM”, TechSpex, retrieved 2018-05-21.
Jameson, E. C. (2001). Electrical Discharge Machining. SME. ISBN 978-0-87263-521-0. Archived from the original on 2011-09-28.




دیدگاه کاربران
سلام شما این همه زحمت کشیدی نوشتید خب این کادر مزاحم امتیاز دهی و عناوین مقاله چیه یک چهارم کلمات صفحه رو پوشونده و هر چه می زنم نمیره ؟