
 جدید
جدیدراهنمای جامع نحوه طراحی برای پرینت سه بعدی FDM
ممکن است فرم از کارکرد پیروی کند، اما طراحی برای قابلیت ساخت (DfM) به این معنای اهمیت چگونگی ساخت یک محصول به همان اندازه است. این موضوع، چه در حال نمونه سازی و چه تولید قطعات استفاده نهایی، در مورد پرینت سه بعدی ساخت رشته ذوب شده (FDM) صدق می کند. طراحی برای این فرآیند بعنوان طراحی برای تولید مواد افزودنی شناخته می شود (DfAM).
این راهنما نحوه طراحی کارآمد برای پرینت سه بعدی FDM را توضیح داده و به شما کمک خواهد کرد تا موارد زیر را ارتقا دهید:
- عملکرد قطعات پرینت شده سه بعدی
- میزان موفقیت پرینت سه بعدی شما
- هزینه های تولید، از طریق صرفه جویی در وقت و مواد
- سرعت و کارایی چرخه توسعه محصول شما
دلیل انتخاب FDM
تولید افزودنی محدودیت های طراحی سایر فرآیندها را از بین می برد و ارائه کننده آزادی طراحی و سهولت استفاده است. در حال حاضر می توان طرح های بسیار پیچیده را در چاپگرهای سه بعدی رومیزی مقرون بصرفه ایجاد کرد. شما می توانید با درک بهترین روش های طراحی برای پرینت سه بعدی FDM، بیشترین بهره را از چاپگر سه بعدی خود ببرید.
بهینه سازی پرینت سه بعدی
هر چیزی را می توان به صورت سه بعدی روی بوم دیجیتال طراحی کرد، اما همه چیز بصورت سه بعدی قابل پرینت نیست. دانش موجود در این راهنما در طراحی برای FDM به شما کمک خواهد کرد تا بهترین نتیجه را از چاپگرهای سه بعدی و قطعات پرینت شده سه بعدی خود بدست آورید.
الزامات قطعه
هنگام طراحی برای تولید افزودنی، نخستین وظیفه شما شرح مشخصات قطعه خود است. برای انجام این کار باید بدانید که قطعه چگونه استفاده خواهد شد و شکل آن چگونه باید باشد.
آیا برای ارزیابی اندازه به جزئیات دقیق نیاز دارید یا یک شکل ساده کافی است؟ آیا مدل شما نمونه اولیه است یا یک قطعه استفاده نهایی می باشد؟ در چه محیطی استفاده خواهد شد؟ باید انعطاف پذیر باشد یا سفت و سخت؟ آیا نیاز به مقاومت در برابر ضربه یا اصطکاک دارد؟
قبل از اینکه مدل سازی CAD را آغاز کنید، تمام این پرسش ها باید پاسخ داده شوند.
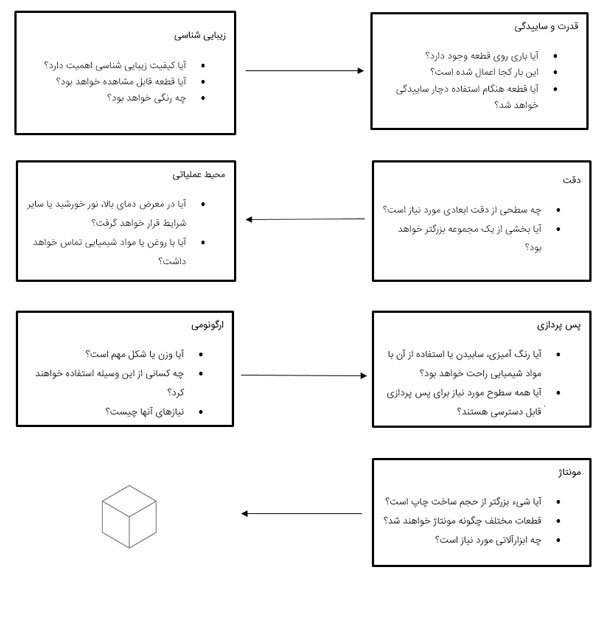
زیبایی شناسی
نمونه های اولیه بصری و قطعات استفاده نهایی معمولا الزامات زیبایی شناسی بیشتری دارند. اما جزئیات بیشتر به معنای زمان طولانی تر پرینت است. شما باید ارتفاع لایه کوچکتری را انتخاب کنید_ و لایه های بیشتر به معنای زمان بیشتر است. انتخاب اندازه نازل کوچکتر به شما امکان می دهد جزئیات بیشتری بدست آورید، اما باعث افزایش زمان پرینت نیز می شود.
 3 نمونه پرینت شده در ارتفاع مختلف لایه (سمت چپ: 0.1 mm، وسط: 0.2 mm، سمت راست: 0.3 mm). اعتبار مدل: print+
3 نمونه پرینت شده در ارتفاع مختلف لایه (سمت چپ: 0.1 mm، وسط: 0.2 mm، سمت راست: 0.3 mm). اعتبار مدل: print+
تصویر فوق 3 نسخه از یک مدل را نشان می دهد که در ارتفاع مختلف لایه پرینت شده است. پرینت سمت چپ 7 ساعت و 27 دقیقه، پرینت وسط 3 ساعت و 46 دقیقه و پرینت سمت راست تنها 1 ساعت و 47 دقیقه زمان برد.
مقاومت، سختی و سایش
همانطور که فرآیند FDM موجب ایجاد پرینت در لایه ها می شود، اشیا پرینت شده سه بعدی اغلب در جهت محور Z ضعیف تر خواهند بود. اگر در حال طراحی قطعات کاربردی هستید، باید جهت گیری مدل خود را در طی مراحل طراحی در نظر بگیرید.

دقت
همه پلاستیک ها با خنک شدن کوچک می شوند. از آنجائیکه فرآیند FDM پلاستیک های حرارت داده شده را از قالب در می آورد، این مورد باید هنگام ایجاد قطعاتی که به دقت ابعادی نیاز دارند در نظر گرفته شود.
بعنوان مثال، PLA به میزان کمی کوچک می شود، درحالیکه نایلون و ABS بیشتر کوچک می شوند. برای طرح هایی که نیاز به دقت دارند، بهتر است یک پرینت آزمایشی انجام داده و آن را با کولیس اندازه گیری کنید. این کار یک خط مبنا برای پرینت های آینده فراهم می کند. اگر بطور مرتب در حال پرینت سه بعدی هستید، میزان خسارت، اندازه مدل و مواد استفاده شده را یادداشت کنید.
مشخصات مواد در Ultimaker Cura شامل تنظیمات پرینت برای دامنه Ultimaker مواد است. این مشخصات به منظور نتایج دقیق و قابل اعتماد، کوچک شدن مواد هر ماده را جبران می کنند.
ارگونومی
شما می توانید با پرینت سه بعدی قطعات استفاده نهایی را طراحی کنید که کاملا برای کاربر مناسب هستند. برای مثال، یک ابزار طراحی شده برای کاربر راست دست را می توان برای یک کاربر چپ دست در مدت چند ساعت مطابقت داد.

Volkswagen Autoeuropa از پرینترهای Ultimaaker جهت ایجاد ابزارآلات برای خط تولید استفاده می کند.
پس پردازی
استفاده از چاپگر سه بعدی با چندین اکسترودر شما را قادر می سازد تا یک ماده نگهدارنده ثانویه را پرینت کنید. حذف آن آسان تر از نگهدارنده ساختارهای ساخته شده از همان مواد قطعه است.
مواد نگهدارنده PVA در آب حل می شود و می توان بطور ایمن فاضلاب را تخلیه کرد. این امر کار دستی مورد نیاز برای حذف مواد نگهدارنده را از بین می برد و یک قطعه دقیق تر را با یک انتهای سطح بدون علامت تضمین می کند. برش یا سنباده زنی سازه های نگهدارنده باعث آسیب رساندن به جزئیات ریز و تغییر ابعاد پرینت شما می شود.
 PVA (ماده سفید) در آب حل می شود
PVA (ماده سفید) در آب حل می شود
مونتاژ
برای موارد بزرگتر از حجم ساخت چاپگر سه بعدی خود، باید طراحی برای مونتاژ را در نظر بگیرید. این مورد برای محصولات ساخته شده از چندین ماده، یا نیازمند اتصال به چیز دیگر نیز مفید است.
در طول مدل سازی CAD، محصول خود را در چندین قطعه مدولار طراحی کنید تا بعدا مونتاژ شوند. مواد پرینت سه بعدی با چسب های قوی سازگار است و می توان آنها را به یکدیگر چسباند. شما می توانید در روش دیگر پیچ ها یا سایر اتصال دهنده ها را در طراحی خود بگنجانید.
 یک ابزار پرینت شده سه بعدی مونتاژ شده از چند قطعه
یک ابزار پرینت شده سه بعدی مونتاژ شده از چند قطعه
انتخاب مواد
مواد متنوعی برای پرینت سه بعدی در دسترس است که هر یک دارای خصوصیات مختلفی هستند که می توانند بر رفتار مکانیکی و پرینت شده وسیله شما تأثیر بگذارند. این موضوع موجب اهمیت در نظر گرفتن انتخاب مواد قبل از مدل سازی CAD می شود، زیرا مواد بکار رفته خصوصیات مورد پرینت شده را تعیین خواهد کرد.
شما می توانید از طریق درک خصوصیات مواد موجود، مواد مناسب را برای برنامه پرینت سه بعدی خود انتخاب کنید. در حالیکه اطلاعات زیر روی مواد Ultimaker متمرکز است، چاپگرهای سه بعدی Ultimaker از یک سیستم رشته ای باز استفاده می کنند. این امر به شما امکان می دهد تا در صورت لزوم با مواد دیگر آزمایش کنید.
همچنین برای آشنایی کامل با ویژگی های مواد مصرفی پرینتر های سه بعدی می توانید به این صفحه مراجعه فرمایید
این اطلاعات در مورد مواد Ultimaker بکار می رود و نمی توان به تمام تولید کننده ها تعمیم داد .
مدل سازی CAD برای FDM
این بخش دستورالعمل های ویژگی هندسه و طراحی را برای ساخت قطعات سه بعدی FDM در CAD ارائه می کند.
پیشنهاد می کنیم جهت طراحی موفقیت آمیز برای پرینت سه بعدی FDM بر 7 ملاحظه اصلی هندسی تمرکز کنید. این ها توصیه هستند، زیرا طرح نهایی و نتیجه به اندازه مدل شما و ویژگی های آن بستگی خواهد داشت.
1- انتخاب قطر نازل
اغلب چاپگرهای سه بعدی FDM دارای قطر استاندارد نازل 0.4 mm هستند. اگر چاپگر شما گزینه تعویض نازل را دارد، می توانید پرینت های سریع تر را با یک نازل بزرگتر ایجاد کرده یا با یک نازل کوچکتر به جزئیات دقیق تری دست یابید.
طراحی برای نازل مناسب اهمیت دارد. حداقل ضخامت قطعه شما باید با قطر نازل شما یکسان بوده یا بزرگتر از آن باشد.
2- لایه زیرین
3 دستورالعمل مهم برای لایه زیرین قطعه شما وجود دارد:

لایه زیرین پایه پرینت سه بعدی شما است. هرچه مساحت آن بیشتر باشد، کشش سطحی صفحه ساخت بهتر خواهد بود. برای مواد مستعد انقباض، لایه زیرین بزرگ برای جلوگیری از پیچش توصیه شده است. اگر پرینت سه بعدی شما در حال کاهش است، سعی کنید برای حداکثر مساحت سطح لایه زیرین آن را مجددا طراحی کرده یا جهت دهی کنید. همچنین می توانید یک ساختار چسبندگی مانند یک بستر یا لبه قابل جابجایی را در پایه آن قرار دهید. می توان این را با استفاده از یک نرم افزار برش مانند Ultimaker Cura اضافه کرد. این ویژگی ها می توانند قابلیت اطمینان پرینت و عملکرد قطعه را افزایش دهند.
استفاده از گچبری یا لبه های گوشه دار در مناطق مستعد تنش نیز از طریق توزیع کارآمدتر بار، خرابی قطعه را کاهش می دهد. به دلیل اینکه نازل های چاپگر سه بعدی FDM مدور هستند، گوشه ها و لبه ها شعاعی برابر با اندازه نازل دارند. گرچه این ویژگی ها هرگز بطور کامل زاویه دار نخواهند شد، اندازه کوچکتر نازل می تواند گوشه های تیزتری ایجاد کند. لبه های تیز روی سطح زیرین احتمال تاب خوردگی دارند اما یک لبه گرد شده روی هر گوشه این خطر را کاهش خواهد داد.
3- صرفه جویی در مواد نگهدارنده
اگر می خواهید در مواد صرفه جویی کنید یا اگر چاپگر شما تنها می تواند از مواد نگهدارنده محدود استفاده کند (مانند PLA یا ABS، که حذف ان می تواند سخت باشد)، می توانید طرح خود را تنظیم کنید. حتی اگر یک چاپگر سه بعدی با چند اکستروژن دارید که مواد نگهدارنده تخصصی را پرینت می کند، می توانید برای صرفه جویی در وقت و هزینه استفاده از ساختارهای نگهدارنده را به حداقل برسانید.

دستورالعمل معمول هنگام طراحی برای پرینت سه بعدی FDM “قانون 45 درجه” است.
بطور کلی، برآمدگی های کمتر از 45 درجه از یک سطح عمودی نیازمند مواد نگهدارنده خواهد بود.
توصیه کردیم که از پل زنی در زمانی که چاپگر سه بعدی شما باید یک قطعه مسطح و افقی از مدل را در هوا پرینت کند، اجتناب کنید_ پل زنی 2 قطعه طرح. این بدان معنا است که چاپگر باید به سرعت خطوط پلاستیک را از میان یک شکاف بکشد تا از سقوط در هنگام پرینت جلوگیری کند.
در مواردی که استفاده از یک “پل” ضروری است، هرچه فاصله کوتاه تر باشد، نتیجه بهتری خواهد داشت. برای پل های طولانی تر از ماده نگهدارنده استفاده کنید.
 اثرات پل زنی روی پرینت هایی در اندازه مختلف
اثرات پل زنی روی پرینت هایی در اندازه مختلف
4- جزئیات کوچک
پرینت جزئیات کوچک می تواند دشوار باشد، بنابراین طراحی شما باید قابلیت های فیزیکی چاپگر سه بعدی FDM را بررسی کند.
برای نتایج بهتر هنگام پرینت قطعه هایی با جزئیات کوچک، موارد زیر را توصیه کردیم:
- استفاده کردن از قطر نازل کوچکتر
- اطمینان یافتن از اینکه جزئیات کوچک قبل از اضافه شدن لایه بعدی زمان کافی برای خنک شدن دارند.
- اضافه کردن یک برج اولیه _ یک ویژگی اولیه نازل در Ultimaker Cura
اندازه نازل کوچکتر چگونه کمک می کند؟ 2 ویژگی فیزیکی وجود دارد که جزئیات قابل پرینت را تحت تأثیر قرار می دهد: حداقل ارتفاع لایه (محور Z) و حداقل ضخامت دیواره (محورهای X و Y). هرچه نازل کوچکتر باشد، جزئیات قابل پرینت در جهات X و Y دقیق تر خواهد بود.
کاهش سرعت پرینت به هر لایه برای خنک شدن و تنظیم قبل از پرینت لایه بعدی زمان بیشتری می دهد و باعث می شود ویژگی ها دقیق تر شوند. شما می توانید تنظیمات سرعت پرینت را در نرم افزار آماده سازی پرینت خود مانند Ultimaker Cura تنظیم کنید.
اگر پرینت در اکستروژن دوگانه انجام می شود، می توانید هنگام تهیه پرینت در Ultimaker Cura، پرینت یک برج اولیه را انتخاب کنید. این یک برج اضافی است که آماده سازی صحیح نازل را قبل از پرینت لایه بعدی تضمین می کند. این برج تراوش و اکستروژن کم را کاهش داده و کیفیت کلی پرینت را ارتقا می دهد.
5- تحمل
پلیمرهای پلاستیکی با گرم شدن کوچک می شوند و سپس سرد می شوند.
هنگامی که ابعاد دقیق مهم است توصیه کردیم که آزمایشات پرینت را از قبل انجام دهید. با این کار می توانید سطح واریانس را تعیین کنید. یکی از روش های انجام این کار، اندازه گیری پرینت آزمایشی با کولیس و مقایسه این ابعاد با طرح اصلی است.
6- پرینت سریع
هنگامی که به پرینت سریع نیاز دارید، چند شیوه برای بالا بردن سرعت این پروسه، مانند انتخاب یک نازل بزرگتر، وجود دارد.
کاهش ضخامت قسمت زیرین و دیواره های پرینت نیز می تواند در زمان صرفه جویی کند، زیرا این ها اغلب دارای بزرگترین مساحت سطح هستند. اگر در حال پرینت یک پیش نویس یا نمونه اولیه سفت هستید، نیازی به پرینت دیواره های ضخیم نیست.
Ultimaker Cura مدت زمان مورد انتظار برای هر پرینت را به شما نشان می دهد، بنابراین می توانید از این برای آزمایش تغییرات خود قبل از پرینت استفاده کنید. همچنین می توانید از طریق کاهش تراکم پر کننده، مقدار مواد پرینتی خود را در Ultimaker Cura کم کنید.

7- ماژولار بودن
ترکیب پرینت سه بعدی FDM با طراحی مدولار به شما امکان می دهد تا کارهای بیشتری با چاپگرهای سه بعدی خود انجام دهید. مونتاژ چندین قطعه به این معنا است که شما هیچ محدودیتی از طرف حجم ساخت پرینتر خود ندارید. پرینت در چندین چاپگر حتی سریع تر است و تکرارهای بیشتری طراحی شما ممکن می سازد.
ایجاد یک طرح مدولار از قطعات پرینت شده سه بعدی چندگانه دارای مزایای دیگری نیز می باشد. اگر بخشی از یک ابزار در معرض فرسودگی است و بطور مرتب نیاز به تعویض دارد، شما باید تنها آن قسمت را تعویض کنید نه کل ابزار. و نیازی به حفظ موجودی آن ندارید_ تنها در صورت نیاز آن را پرینت کنید. شما همچنین می توانید مواد مختلفی را با خصوصیات مختلف ترکیب کنید تا محصول پیچیده تری بسازید.
مطالعه موردی: Volkswagen Autoeuropa
Volkswagen Autoeuropa با طراحی ابزارهای پرینت سه بعدی، جیگ ها و لوازم مخصوص خط مونتاژ، عملکرد زمان چرخه، نیروی کار و نیاز به دوباره کاری را_ همزمان با ارتقای ارگونومی ابزار و با یک دهم هزینه معمول_کاهش داد. این شرکت تخمین زد که در نخستین سال معرفی چاپگرهای Ultimaker Cura توانسته است 325000 یورو پس انداز کند.
محافظ چرخ

محافظ چرخ در هنگام مونتاژ برای جلوگیری از آسیب و کاهش هزینه های اوراق استفاده شد.

نشان لیفتگیت
![]()
قرارگیری صحیح نمادهای مدل اتومبیل را بطور مکرر و کارآمد اطمینان می دهد.






دیدگاه کاربران